1. 서 론
탄소나노튜브(carbon nanotubes, CNTs)는 1991년 Iijima
(1)에 의해 직경이 2~50nm이고 흑연면이 말린 형태로 최초로 발견되었다 . 그 이후 전기방전법 (arc-discharge) , 레이저 증발법 (laser vaporization) , 플 라즈마 화학기상증착법(plasma enhanced chemical
vapor deposition) , 열화학 기상증착법 (theral chemical vapor deposition ) 등의 다양한 합성법이 개발되어 대량생산이 가능해졌다. CNTs의 종류는 벽의 수에 따라 단일벽 탄소나노튜브(single-walled carbon nanotubes, SWNTs ), 이중벽 탄소나노튜브 (double- walled carbon nanotubes, DWMTs ), 다중벽 탄소나노 튜브(multi-walled carbon nanotubes, MWNTs 가 있 ) 다 . 많은 연구들에서 CNTs의 물성치를 다양한 방 법으로 측정하여 기계적 전기적 열적으로 뛰어난 , , 성능을 가지는 것을 입증하였다 . 특히 MWNTs는 Yu 등
(2)이 인장시험에서 인장강도(tensile strength 가 )
학술논문< >
DOI http://dx.doi.org/10.3795/KSME-A.2013.37.5.657 ISSN 1226-4873
탄소나노튜브로 강화된 에폭시 복합재료의 기계적 물성과 열팽창 계수 측정
구민예 김정현 강희용 이교우
전북대학교 기계설계학공학부 친환경기계부품설계연구센터
* ( )
Measurement of Mechanical Property and Thermal Expansion Coefficient of Carbon-Nanotube-Reinforced Epoxy Composites
Min Ye Ku*, Jung Hyun Kim*, Hee Yong Kang*, and Gyo Woo Lee*†
* Div. of Mechanical Design Engineering, Chonbuk Nat’l Univ.
(Received December 28, 2012 ; Revised January 24, 2013 ; Accepted January 24, 2013)
Key Words: Carbon Nanotubes 탄소나노튜브 ( ), Epoxy Composite 에폭시 복합재료 ( ), Shear Mixing 전단혼합 ( ), Mechanical Property 기계적 물성 ( ), Coefficient of Thermal Expansion 열팽창계수 ( )
초록 에폭시 수지에 다중벽 탄소나노튜브를 첨가하여 초음파 처리와 전단혼합 방법으로 분산시켜 다중 : 벽 탄소나노튜브로 강화된 에폭시 복합재료를 제조하였으며 에폭시 수지 내 다중벽 탄소나노튜브의 분 , 산 적정성을 판단하고 기계적 및 열적 물성을 고찰하였다 충전재 분산에 대한 평가를 위해 정성적인 . 방법으로 주사전자현미경(scanning electron microscope, SEM 이미지를 사용하였고 정량적인 판단을 위 ) , 해 인장실험을 실시하였다 또한 열적 특성을 평가하기 위해 열팽창계수 . , (coefficient of thermal expansion, CTE 를 측정하였다 주사전자현미경 사진 및 인장 강도와 영률 ) . (Young’s modulus) 의 작은 편차를 통해서 다중벽 탄소나노튜브가 에폭시 수지 내에 적절히 분산되었음을 확인하였다 충전재 함량에 따라 인장 . 강도와 영률이 증가함을 보였고 열팽창계수 측정에서는 열안정성 개선을 고찰하였다.
Abstract: By using shear mixing and ultrasonication, we fabricated specimens of well-dispersed multi-walled carbon nanotube composites. To confirm the proper dispersion of the filler, we used scanning electron microscopy images for quantitative evaluation and a tensile test for qualitative assessment. Furthermore, the coefficients of thermal expansion of several specimens having different filler contents were calculated from the measured thermal strains and temperatures of the specimens. Based on the microscopy images of the well-dispersed fillers and the small deviations in the measurements of the tensile strength and stiffness, we confirmed the proper dispersion of nanotubes in the epoxy. As the filler contents were increased, the values of tensile strength increased from 58.33 to 68.81 MPa, and those of stiffness increased from 2.93 to 3.27 GPa. At the same time, the coefficients of thermal expansion decreased. This implies better thermal stability of the specimen.
§ 이 논문은 대한기계학회 2012 년도 추계학술대회 (2012.
1 1. 7.-9., CECO) 발표논문임
Corresponding Author, [email protected]
2013 The Korean Society of Mechanical Engineers
Ⓒ
11~63 GPa , 영률 (Young's modulus 이 ) 270~950 GPa 임을 측정하였다 . 한편 , Kim 등
(3)은 CNTs의 열전 도도가 실험적으로 상온 상태에서 3,000 W/mK임을 측정하여 전기적으로도 좋은 물성을 가지고 있다는 것을 증명하였다.
이와 같이 CNTs는 우수한 물성과 상대적으로 큰 비표면적으로 인해 충전재(filler 로써 에폭시 ) (epoxy), 폴리스틸렌(polystyrene ), 폴리우레탄 (polyurethane) 등 의 폴리머(polymer 와 혼합하여 폴리머의 기계적 ) , 전기적 특성을 향상시키려는 연구가 계속되고 있
다.
(4~6)폴리머 내에서 CNTs가 충전재 역할을 하기
위해서는 고른 분산이 필요하다 . 하지만 van der Waals 힘에 의한 CNTs의 응집현상(agglomeration 으 ) 로 인해 폴리머 내의 CNTs의 효과적인 분산이 어 려우며 이는 오히려 폴리머의 특성을 떨어뜨린다 , . 이를 개선하기 위해 다양한 기계적 화학적 분산 방 , 법이 연구되고 있다.
(7~12)CNTs를 분산시키기 위한 가장 일반적인 방법은 용 매나 폴리머에 CNTs를 투입하고 초음파 처리를 하는 것이다 초음파 처리한 . SWNTs는 처리를 하지 않은 SWNTs보다 길이가 더 짧아지고 다발 , (bundle 이 더 ) 얇아져 분산력이 증가했다 하지만 굽힘 . (bending ), 좌 굴(buckling 현상 등이 나타나고 ) SWNTs 자체에 손상 을 입히게 되며 이런 현상은 초음파 강도가 높아지 , 거나 처리 시간이 길어질 때 더욱 증가한다.
(7,8)CNTs 표면에 산(acid 이나 아민 ) (amine 등을 기능 ) 화 하여 분산을 높이는 방법도 연구되고 있다. Kim 등
(9)은 MWNTs를 HNO
3, H
2O
2/NH
4OH 용액에 침지 하고 농도 온도 , , , pH 등의 여러 가지 변수를 두어 기능화 된 MWNTs 에폭시 복합재료를 만들어 전기 / 적 특성을 향상시켰다 하지만 높은 온도나 긴 산화 . 시간은 MWNTs에 손상을 일으켜 오히려 전기적 특 성이 떨어지는 결과를 보였다.
Kim 등
(10)도 SWNTs의 표면에 산과 아민 등의 기 능기를 도입한 SWNTs와 순수한 SWNTs로 시편을 제작하여 SWNTs 에폭시 복합재료를 만들어 열전도 / 도 특성을 연구하였다 에폭시에 . 1.0 wt 의 % SWNTs 를 첨가하고 초음파 처리와 교반으로 분산시켰다.
열전도도는 800~1200 μm 두께의 시편을 제작해 레 이저 섬광법으로 측정하였다 그 결과 산과 아민 . , 등의 기능기를 도입한 SWNTs와 순수한 SWMTs로 만든 시편 모두 0 wt % 시편보다 열전도도가 증가하 였고 특히 산처리 된 SWNTs 에폭시 시편에서 가장 / 높은 열전도도를 나타내었다.
또 다른 기계적 분산방법인 전단혼합방법은 좁은 관이나 상대적으로 높은 속도의 유동을 이용하여 전단력을 발생시켜 CNTs를 분산시키는 방법이다.
전단력을 발생시키기 위해서는 회전자(rotor 와 고정 ) 자(stator 가 필요하다 ) . Hilding 등
(11)은 디젤 연료 인 젝터(disel fuel injector 를 사용하여 전단력을 발생시 ) 켰다 노즐로 분산제를 포함하고 있는 . poly( α olefin) - 에 CNTs를 분산한 후 CNTs 함유량에 따른 동점성 계수를 측정한 결과 점성 손실이 , 40 ℃에서는 50.8
에서는 발생했다
%, 100 ℃ 37.1 % .
Lee 등
(12)은 용매인 아세톤(acetone 에 ) MWNTs 를 초음파 처리하여 분산시킨 후 에폭시와 교반 , 하는 방법으로 MWNTs 에폭시 복합재료 시편을 / 만들어 기계적 물성에 관한 연구를 수행하였다.
교반 속도를 변수로 둔 실험에서는 에폭시 수지 에 1.0 wt 의 % MWNTs를 1000, 2000, 7000 rpm로 각각 혼합하여 인장실험을 실시하였다 세 가지 . 교반 속도로 제작한 시편 모두 0 wt % 보다 물성 치가 증가하였고 2000 rpm에서 만든 시편이 0 wt % 보다 약 7.3 % 의 증가량을 보이며 가장 높 은 증가량을 보였다 또한 첨가량을 변수로 둔 . , 실험에서는 에폭시 내 MWNTs의 첨가량이 0.2, 0.5, 1.0 wt % 일 때 , 0 wt % 시편보다 인장 실험 결과가 모두 증가함을 보였다 특히 . , 0.2 wt 가 % 의 증가량을 보이며 가장 높은 값을 나타냈 12%
다 이로써 너무 빠른 교반 속도나 . MWNTs의 높 은 첨가량은 MWNTs 에폭시 복합재료의 기계적 / 물성을 오히려 떨어뜨리는 것으로 나타났다.
이상에서 살펴본 바와 같이 탄소나노튜브로 강화 된 복합재료에서 수지 내 충전재의 분산을 증대시 키기 위한 다양한 기존 연구를 바탕으로 본 연구에 , 서는 전단혼합과 초음파 처리를 이용하여 MWNTs 로 강화된 에폭시 복합재료 시편을 제작하고 에폭 , 시 수지 내 MWNTs의 분산 적정성을 판단하며 복 , 합재료 시편의 기계적 및 열적 특성을 고찰하였다.
전단혼합과 초음파 처리를 통해 수지 내에서 MWNTs의 분산을 증가시켜 MWNTs 에폭시 복합 / 재료 시편을 만들었다 충전재 분산에 대한 평가 .
를 위해 정성적인 방법으로 주사전자현미경
(scanning electron microscope, SEM ) 이미지를 사
용하고 정량적인 , 판단을 위해 인장실험을 실시
하였다 또한 온도변화에 따른 열변형률 . , (thermal
strain 을 ) 측정하여 열팽창 계수 (coefficient of
thermal expansion, CTE 를 평가하였다 ) .
실험방법 및 내용 2.
2.1 시편재료
시편제조에서 사용한 에폭시 수지는 Bisphenol-F 형 YDF -161(Kukdo Chemical Co.) 이며 경화제는 , 아민계 Jeffamine D-230(Huntsman Co. 를 중량비 ) 로 혼합하여 사용하였다 충전재로 사용한
3:1 .
MWNTs(Carbon nano-material technology Co. 는 순 ) 도가 90 wt % 이상인 CNT M 90 을 사용하였다 . Fig . 1 은 실험에서 사용한 MWNTs의 SEM 이미 지이다 . 직경이 10-50 nm정도로 다양한 크기의 MWNTs들이 존재함을 알 수 있으며 매우 복잡 , 하게 엉켜있다 복합재료의 강도나 영률을 증대 . 시킬 목적으로 탄소나노튜브 등을 충전재로 사용 하기 위해서는 Fig. 1 과 같이 엉킨 CNTs 를 수지 내에서 고르게 분산시켜야한다 . 이를 위해서는 초음파 처리 전단혼합 등의 다양한 분산 방법이 , 필요함이 잘 알려져 있다.
시험편 제작 2.2
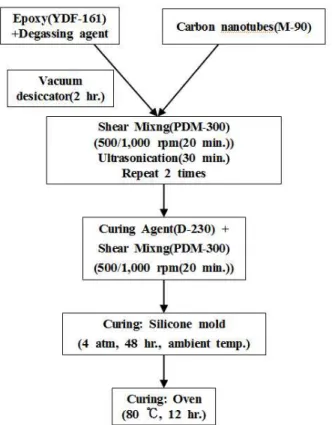
인장시험과 열팽창계수에 사용된 시편은 다음 과 같은 공정에 따라 제작되었다. Fig . 2 는 시편 제조 공정순서를 나타낸다. 먼저 기포제거제 (degassing agent, BYK-A500. BYK Chemie 를 ) 넣은 에폭시 수지를 진공 데시케이터에 넣고 수 지 자체에 포함되어 있는 기포를 2 시간 동안 제 거한다 . 조건에 맞는 MWNTs를 에폭시 수지에 넣고 전단혼합기(PDM-300 Paste mixer, Daewha Tech Co. 에서 ) 500, 1,000 rpm(revolutions per minute 으로 각각 순차적으로 ) 20 분씩 전단혼합 한 다 전단혼합 후 초음파 장비 . (WUC-A03H, Daihan
scientific Co, 100 W, 40 kHz 를 이용하여 ) 30 분 동안 처리한다 다음으로 다시 . 500, 1,000 rpm으 로 순차적으로 전단혼합 후 30 분 동안 다시 초음 파 처리를 한다 진공 데시케이터에서 . 30 분 동안 기포 제거를 한 후 , 경화제를 넣고 500, 1,000 rpm으로 순차적으로 20 분씩 전단 혼합을 한다 실 . 리콘 몰드에 정량하여 부어넣고 , 4 기압 상태의 가압 용기에서 48 시간 상온경화 한다 마지막으 . 로 12 시간 동안 80 ℃ 오븐에서 경화시켜 시편을 제조하였다.
각 실험을 위해 인장시편과 열팽창 계수 측정
시편은 에폭시와 경화제를 합한 중량 대비
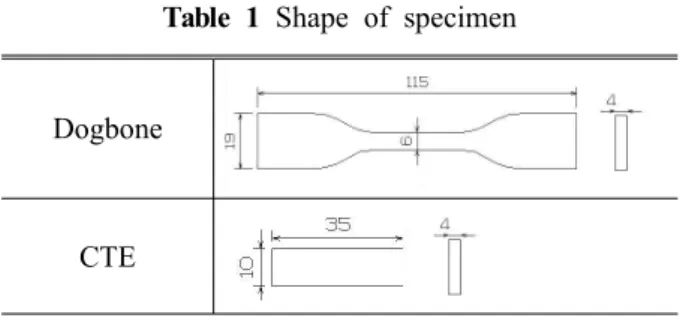
MWNTs 농도가 각각 0, 0.2, 0.4, 0.6, 0.8 wt 에 % 해당하는 시편이 제작되었다. Table 은 인장실험 1 에 사용한 도그본 (dog-bone) 모양의 시편과 열팽 창 계수 측정에 사용한 직사각형 모양의 완성된 시편 형상을 나타냈다 . 인장시편은 ASTM D638-10
(13)Type 4 의 규격에 맞추어 제작되었는 데 전체길이 , (overall length 는 ) 115 mm , 시험부 (narrow section 의 폭은 ) 6 mm이며 두께는 , 4 mm 이다. CTE 시편은 전체길이 35 mm 폭 , 10 mm, 두께 4 mm이다.
Fig. 2 A flowchart of manufacturing process for the specimen
Fig. 1 A SEM image of MWNTs
Dogbone
CTE
Table 1 Shape of specimen
시험편 측정 준비 2.3
복합재료의 인장시험은 만능재료시험기(Instron 로 크로스 헤드 스피드
4206) (cross-head speed) 0.5 mm/min의 속도로 측정하였다.
열팽창계수는 스트레인 인디케이터 (P3, Vishay intertechnology, Inc. 로 ) 측정된 열변형률 (thermal strain 과 온도 변화의 비로 계산한다 열변형률을 ) . 측정하기 위해 시편의 가운데에 스트레인 게이지 (CEA-13-240UZ-120, Micro-Measurements) 를 부착
한다.
(14~16)스트레인 게이지 부착에 사용한 접착
제(adhesive 는 ) M-Bond 200(Vishay inter technology, Inc.) 이다 오븐에 시편을 넣고 상온에서부터 . 50 까지 온도를 올리고 다시 상온으로 냉각하는
℃
예열과정을 세 번에 걸쳐 실시하여 열팽창 계수 측정에 방해가 될 수 있는 잔류응력을 제거하였 다 위와 같은 전처리 과정을 마친 시편들을 오 . 븐에 넣고 P 3 스트레인 인디케이터의 quarter bridge에 연결하여 열변형률을 측정하였다 . 실험 의 온도 범위는 상온에서 100 ℃ 까지이며 시편 표면의 온도와 열변형률 결과는 1 초마다 기록되 었다.
하지만 측정된 열변형률은 스트레인게이지 자 체의 열변형도 포함하고 있으므로 이에 대한 보 정을 추가로 해 주어야만 한다 이를 위해서 본 . 실험에서는 스트레인게이지와 함께 제공된 보정 계수를 이용한 다음의 보정식을 사용하였다.
×
×
×
×
×
×
결과 및 고찰 3.
충전재 분산에 대한 평가 3.1
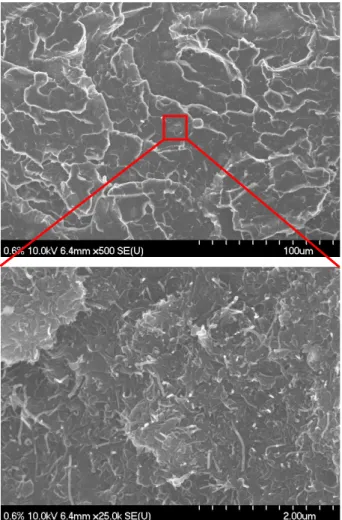
수지와 충전재가 적절히 혼합되지 않아 충전재 의 수지 내 분산이 균일하지 못하면 충전재의 , 사용을 통해서 기대했던 복합재료의 기계적 물성 향상은 달성할 수 없다. Fig . 3 은 에폭시와 경화 제 중량 대비 MWNTs 의 함량이 0.6 wt 인 시편 % 의 파단면에 대한 SEM 이미지를 보여주고 있다.
개별적으로 표시해서 나타낼 수 없을 정도로 많 은 군집의 분포형태를 보이고 있으며 군집의 크 , 기도 작게 분산되었음을 알 수 있다 또한 고배 . 율의 이미지를 보아도 에폭시 수지 내에 비교적 , 고르게 분산 된 상태임을 알 수 있었다. Fig . 3 을 통해서 , 저배율과 고배율의 이미지를 이용하여 각각 거시적 및 미시적인 충전재 분산의 적절성 을 정성적으로 확인할 수 있음을 알 수 있었다.
Fig . 4 는 충전재 양의 적절성을 보기 위하여 MWNTs 함량 1.2 wt 의 경우를 나타내어 % Fig. 3 의 경우와 비교하고자 하였다 우선 눈에 띄는 . 것은 Fig . 3 과 비교해서는 군집된 충전재들이 모 여 있는 형태를 보여 상대적으로 분산 상태가 좋 지 못함을 알 수 있다 고배율의 이미지로 확인 . 해 보면, 0.6 wt % 인 Fig . 3 의 결과에 비해 나노 튜브가 분산이 덜된 응집형태로 존재함을 알 수 있다 이는 주어진 기본 공정에 의한 시편 제작 . 이 충전재 1.2 wt 에는 최적이 아님을 의미하거 % 나 혹은 , 1.2 wt 의 % MWNTs의 양은 다소 과함을 의미한다 이에 관한 정량적인 평가는 뒤에 나오 . 는 기계적 물성 측정평가에서 다시 논의될 것이 다.
기계적 물성 측정 및 평가 3.2
Fig . 5 는 에폭시 내 충전재의 함량에 따른 시편 의 인장 강도(tensile strength 이고 ) Fig . 6 은 영률
의 결과이다 시편은
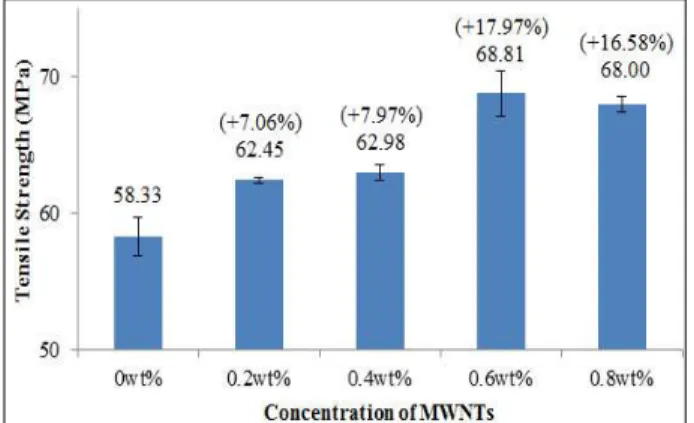
(Young’s modulus) . MWNTs의 함유량에 따라 시편 다섯 개씩 실험을 실시하였 다 그래프의 데이터 레이블을 통해서 강도와 영 . 률 값을 보여주고 있으며 괄호 안의 값은 기준 , 값(baseline 에 해당하는 ) 0 wt 의 결과에 대한 증 % 가 백분율을 나타내고 있다.
먼저 Fig . 5 의 인장강도는 0 wt 시편에서 % 58.33
MPa의 값이 측정되었고 충전재 함량 0.2, 0.4,
0.6, 0.8 wt 는 % 0 wt 시편보다 각각 % 7.06, 7.97,
의 증가를 보이며 충전재를 포함 17.97, 16.58 %
한 시편 모두 인장 강도가 증가함을 보였다. 0.6 wt 에서는 % 68.81 MPa로 최고값이 측정되었으며, 0 과 0.6 wt 에서는 표준편차 값이 다소 크게 나 % 타남을 보여주고 있다. Fig . 3 및 4 의 SEM 이미 지와 Fig . 5 의 결과로 유추해 보면 본 연구에서 , 제시된 시편 제조 공정의 경우에는 다중벽 탄소 나노튜브 충전재 함량 0.6 wt 를 전후로 인장 물 % 성의 가장 좋은 지점이 있음을 알 수 있다.
측정된 인장강도의 타당성을 검토하기 위하여 탄소나노튜브 강화 에폭시 복합재료에 대한 타 연구자들의 연구결과와 비교하여 Fig. 6 에 나타냈 다 탄소나노튜브의 종류 및 특징 분산방법과 정 . , 도 에폭시 종류 등 많은 변수가 있어서 정량적 , 으로 정도를 비교하기는 어렵지만 충전재 양의 과다를 판단하는 정성적인 비교는 가능하리라 판 단하여 조사하였다 그래프에서 . Lee 등
(17)의 결과 와는 비교적 유사한 값을 보이고 있다 . 0.2 에서
함량에서 인장강도의 최고값이 예상되고 0.5 wt%
에서는 오히려 감소하는 경향을 보이고 1.0 wt%
있다 . Gkikas 등
(18)의 결과는 초음파 장치 사용시 간을 변수로 한 실험이었는데 그 중에서 1 시간 사용을 기준으로 데이터를 추출하여 나타내었다.
다소 낮은 인장강도를 보이고 있으며 데이터가 부족하여 정확한 판단을 하기에는 부족한 면이 있다.
Fig . 7 은 인장시험의 원 데이터에서 응력과 변 형률의 기울기를 통하여 얻게 되는 영률을 나타 내고 있다 에폭시 복합재료 자체의 영률에 비해 . 서 탄소나노튜브의 자체의 영률이 매우 큰 값이 기 때문에 충전재로 탄소나노튜브가 추가될수록 , 강화된 복합재료의 영률은 증가할 것임을 예측할 수 있다. Fig . 7 에서 0 wt 시편의 경우 % 2.93 GPa 을 나타냈으며 충전재 함량 0.2, 0.4, 0.6, 0.8 wt%
의 시편은 0 wt 시편보다 % 5.12, 8.19, 10.60, 11.60 의 증가를 보였다
% . Fig . 5 의 인장강도의 경우와
Fig. 3 SEM images for a fracture surface of MWNTs-reinforced composites (0.6 wt%)
Fig. 4 SEM images for a fracture surface of
MWNTs-reinforced composites (1.2 wt%)
마찬가지로, 0 wt 보다 충전재를 포함한 시편 모 % 두 영률의 증가를 보였는데 실험했던 범위 내에 , 서는 충전재의 양이 증가 할수록 지속적으로 영 률이 증가되며 0.8 wt 에서 % 3.27 GPa의 최고값이 측정됐다.
SEM 이미지를 통한 MWNTs의 수지 내 분산 상태는 양호한 것으로 보이며 인장강도 및 영률 , 측정결과의 표준편차 역시 비교적 안정적으로 나 타났기에 본 연구에서 제작된 시편의 충전재 분 산은 적절한 것으로 판단할 수 있다.
열적 물성 측정 및 평가 3.3
열팽창계수 측정은 충전재를 포함한 복합재료 시편의 열안정성을 평가하기 위해 실시하였다.
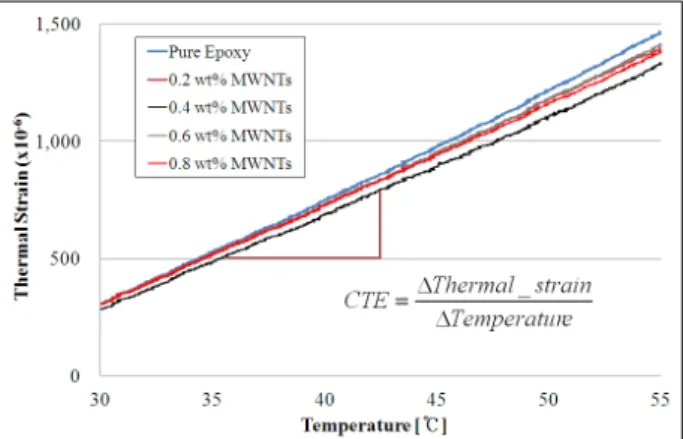
열팽창계수는 Fig. 8 의 그래프에서 보듯이 스트레 인 게이지로 측정된 열변형률과 온도변화의 기울 기를 통해서 얻게 되며 열 안정성이 높을수록 ,
낮은 열팽창계수가 측정된다 . Fig. 8 은 MWNTs 충전재 함유량에 대한 일부 온도구간의 데이터
를 보여주는데 를 투입함에 따
(raw data) , MWNTs
라 열팽창이 느리게 진행되는 것을 알 수 있다.
데이터를 자세히 보면 , MWNTs 를 투입한 모든 경우에서 Pure Epoxy 의 경우보다 열팽창이 줄어 듦을 볼 수 있다 . MWNTs 투입량에 따라서는 0.4 에서 열팽창이 가장 많이 감소하였지만 나머
wt% ,
지 세 경우 0.2, 0.6, 그리고 0.8 wt% 에서는 Fig. 8 에서 보는 것처럼 다소 구분을 어렵게 만들고 있 다 . Fig. 5 의 인장강도 결과에서 본 것처럼 0.8
의 경우에는 함량이 다소 과다하여
wt% MWNTs
분산이 효과적이지 못한 결과일 수 있겠지만, 0.6
에서 열팽창 계수가 보다 크게 측정
wt% 0.8 wt%
된 점은 타당하지 못한 것으로 판단되며 이는 추 후에 보완실험을 통해서 검증이 필요한 부분으로 생각된다.
Fig . 9 는 Fig. 8 의 열변형률과 온도변화의 선형 구간에 대하여 계산된 열팽창계수의 결과이다.
과 같은 원 데이터를 근간으로 하는 선형식 Fig. 8
을 만들고 그림에 표시된 식과 같이 온도변화 구 간 본 결과는 ( 30 도에서 55 도 에 대한열팽창계수의 ) 변화를 결정하여 Fig. 9 에 표기된 열팽창계수를 계산하였다 여기에는 앞선 . 2 장에서 설명한 바와 같은 스트레인게이지 자체의 열팽창에 대한 보정 을 포함하고 있다 보정의 결과는 . 1,500x10
-6정도 의 스트레인 값을 나타내는 55
oC 에서는 약 -27x10
-6정도의 보정값을 가지게 된다.
측 정치 를 기준 으 로 계 산 된 열 팽 창 계 수 는 0 wt 시편은 약 % 46.07×10
-6/℃ 이고 충전재 함량 0.2, 0.4, 0.6, 0.8 wt 에서는 % Pure epoxy 시편보다
Fig. 7 Tensile stiffness of the composite specimens with concentrations of MWNTs
Fig. 5 Tensile strengths of the composite specimens with concentrations of MWNTs
Fig. 6 Comparison of tensile strength data with those
of Lee et al.(2004))
(17)and Gkikas et
al.(2012)
(18)Fig. 8 Thermal strain responses of MWNTs/epoxy composites with temperatures
Fig. 9 Coefficients of thermal expansion with various concentrations of MWNTs
의 감소를 보였다 특히 4.93, 9.99, 3.91, 6.82 % . , 0.4 wt 에서 % 41.47×10
-6/℃ 의 최저값이 측정되었 다 기준 값인 . 0 wt % 시편보다 모두 낮은 CTE 값을 나타내고 있으므로 충전재를 투입하여 열안 정성이 개선되었다고 볼 수 있다 하지만 인장강 . , 도 측정의 결과와 비교하면 충전재 투입량과의 상관관계가 명확하지 않은 것으로 보이며 보다 , 명확한 결론에 도달하기 위해서는 수지와 충전재 의 계면 결합을 좀 더 강화할 수 있도록 시편 제 조 공정을 개선하는 것이 필요하다고 판단된다.
4. 결 론
전단혼합과 초음파 처리를 통해 MWNTs 에폭 / 시 시편을 만들어 충전재 분산에 대한 정성적인 평가인 SEM 이미지와 정량적인 평가인 인장시험 결과를 통해 MWNTs의 복합재료 수지 내에서의 적절한 분산 여부를 판단할 수 있었다 또한 열 .
변형률 측정을 이용한 열팽창계수 계산을 통해 MWNTs 투입에 따른 시편의 열안정성 개선을 고 찰하였다.
SEM 이미지를 통한 MWNTs의 수지 내 분산 상태는 양호한 것으로 보이며 인장강도 및 영률 , 측정결과의 표준편차 역시 비 (Young’s modulus)
교적 안정적으로 나타났기에 본 연구에서 제작된 시편의 충전재 분산은 적절한 것으로 판단할 수 있었다 열팽창계수에서는 충전재를 함유한 시편 . 들의 열팽창계수가 기준 값인 순수 에폭시 시편 에 비해서 모두 감소함을 보였으므로 충전재에 , 의해서 열안정성이 다소 좋아졌다는 평가를 내릴 수 있었다 하지만 수지와 충전재 간의 계면결합 . 을 강화하여 보다 나은 결과를 도출하기 위한 시 편 제조 공정의 개선이 필요함을 알 수 있었다.
후 기
이 논문은 2012 년도 정부 교육과학기술부 의 재 ( ) 원으로 한국연구재단의 지원을 받아 수행된 기초 연구사업임(No. 2012-0002661).
참고문헌