Dispersion Polymerization of Acrylate Monomers in Supercritical CO 2 using GMA-functionalized Reactive Surfactant
Kyung-Kyu Park, Chang-Min Kang*, and Sang-Ho Lee
†Department of Chemical Engineering, Dong-A University, Hadan2-dong, Saha-gu, Busan, Korea
*Department of Nano Engineering, Dong-A University, Hadan2-dong, Saha-gu, Busan, Korea (Received July 20, 2010, Revised August 20, 2010, October 4, Accepted October 18, 2010)
초임계 이산화탄소에서 Glycidyl methacrylate 반응성 계면활성제를 이용한 아크릴레이트의 분산중합
박경규 ․ 강창민*
․ 이상호
†동아대학교 화학공학과,
*동아대학교 나노공학과
접수일(2010년 7월 20일), 수정일(1차 : 2010년 8월 20일, 2차 : 10월 4일), 게재확정일(2010년 10월 18일)
ABSTRACT:Dispersion polymerization of methyl acrylate, ethyl acrylate, butyl acrylate, and glycidyl methacrylate were performed in supercritical CO
2at 80 ºC and 346 bar. Glycidyl methacrylate linked poly(dimethylsiloxane) (GMS-PDMS) surfactant, which was prepared by linking glycidyl methacrylate to monoglycidyl ether terminated PDMS with amino- propyltriethoxysilane, was used as surfactant for the dispersion polymerization in CO
2. The yield of the poly(alkyl acrylate) polymers, synthesized in CO
2medium, decreased as the alkyl tail of the acrylate monomers increased. Poly(glycidyl meth- acrylate) and poly(methyl acrylate) were produced in bead form whereas poly(ethyl acrylate) and poly(butyl acrylate) were viscous liquid. The poly(glycidyl methacrylate) particles had a number average diameter of 2.45 μm and monodisperse distribution. The poly(methyl acrylate) had a number average diameter of 0.52 μm and the particle size distribution was bimodal. The glass transition temperatures (T
g) of the poly(glycidyl methacrylate) and the poly(alkyl acrylate) products were 4~9 K higher than the T
gof the corresponding acrylate polymers synthesized in conventional processes.
요 약:80 ℃, 346 bar 상태의 초임계 이산화탄소 내에서 methyl acrylate, ethyl acrylate, butyl acrylate와 gly- cidyl methacrylate을 중합하였다. 초임계 이산화탄소 분산매에서의 중합을 위하여 aminopropyltriethoxysilane을 사용하여 glycidyl methacrylate를 monoglycidyl ether terminated PDMS에 결합시킨 glycidyl methacrylate linked poly(dimethylsiloxane)(GMS-PDMS)를 계면활성제로 사용하였다. CO
2에서 합성된 Poly(alkyl acrylate) 의 수율은 acrylate 단량체의 알킬기가 커질수록 낮아졌다. Poly(glycidyl methacrylate)와 poly(methyl acrylate) 는 구형으로 만들어진 반면, poly(ethyl acrylate)와 poly(butyl acrylate)는 점성의 액상으로 합성되었다.
Poly(glycidyl methacrylate) 입자의 수평균직경은 2.45 μm이며 입자 직경의 분포는 매우 좁았다. poly(methyl acrylate)의 수평균직경은 0.52 μm이며 입자크기는 bimodal로 분포되었다. 초임계 이산화탄소에서 중합된 poly(glycidyl methacrylate)와 poly(alkyl acrylate)들의 유리전이온도는 통상의 방법으로 중합된 poly(glycidyl methacrylate)와 poly(alkyl acrylate)의 유리전이온도보다 4~9 K 높게 측정되었다.
Keywords:Dispersion Polymerization, Supercritical CO
2, Macromonomer, Functionalized Reactive Surfactant
†
Corresponding Author. E-mail: [email protected]
Ⅰ. Introduction
Dispersion polymerization in carbon dioxide has some ad- vantages over conventional solution and emulsion polymer- ization process. The dispersion medium, carbon dioxide, is easily separated from the produced polymers in carbon dioxide by simply lowering the pressure of reactor after polymeri- zation. In addition, since carbon dioxide is basically not toxic
to human, polymerization in carbon dioxide instead of organic solvent medium is environmental benign. To make high molec- ular weight polymer at high yield, it is desirable that the mix- ture of monomer and carbon dioxide is homogenous during the polymerization. However, most monomers and polymers are not soluble in carbon dioxide at moderate conditions. High pressures are applied to the reactant mixture to enhance the solubility of monomer in carbon dioxide.
Similar as a conventional dispersion polymerization, surfac-
tant is used to make growing oligomers or polymer particles
PDMS O
C C H
2C
O H
H H Si
OEt EtO
OEt
(CH
2)
3N H H
Si OEt EtO
OEt
(CH
2)
3N H
CH
2C H
OH
CH
2O PDMS
O H
2C C
CH
3C O CH
2C O
CH
2CH
2CH
3C H
2C
C O
O
CH
2CH
CH
2HO
N C
H
OH
CH
2O PDMS (H
2C)
3Si EtO
OEt OEt
OCH
2CH
3Si = PDMS
CH
3CH
3O Si O
CH
3CH
3Si CH
3CH
3CH
3(CH
2)
3+
Aminopropyltriethoxysilane Monoglycidylether terminated PDMS 1st step
80°C 13 hours
2nd step 85°C 13 hours
= OEt
adding
Glycidylmethacrylate
n n = 64
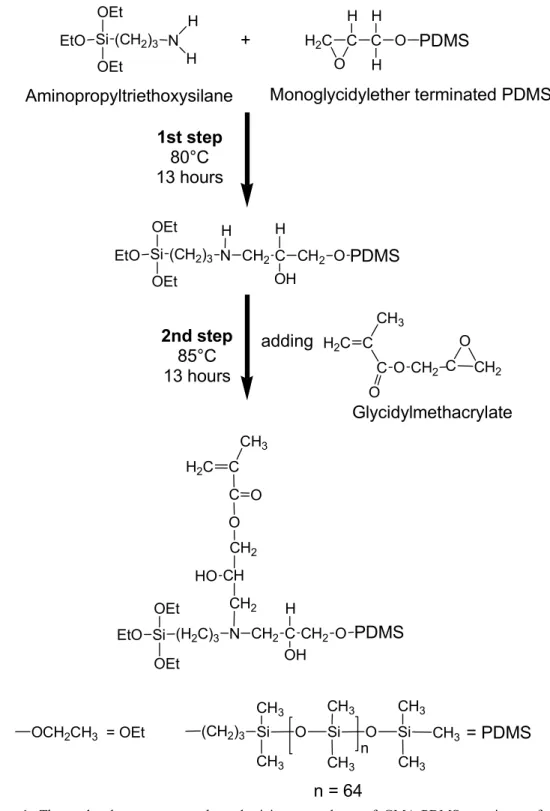
Figure 1. The molecular structure and synthesizing procedures of GMA-PDMS reactive surfactant.
18stable in carbon dioxide medium. The surfactants used for dis-
persion polymerization in carbon dioxide have CO
2-philic and organic-philic part.
1-4The CO
2-philic parts consist of fluoro or siloxane repeat units in their backbone or pending structures.
The organic-philic parts are compatible to the polymer synthe-
sized in carbon dioxide. For instance, DeSimone et al. used
poly(1,1-dihydroperfluorooctyl acrylate) as a surfactant for the
dispersion polymerization of MMA in CO
2.
5,6Lepilleur and
Beckman used block copolymers containing CO
2-philic fluoro
repeat units as surfactant for dispersion polymerization of
MMA.
7Howdle et al. demonstrated the polymerization of methylmethacrylate using an acid-terminated perfluoropoly- ether surfactant (Krytox 157FSL, DuPont)
8and the surfactants grafted with fluorinated groups and containing carboxylic groups.
4Due to the high price of CO
2-philic fluoro materials, at- tempts replacing fluoro component by siloxane has been per- formed. Shaffer et al.
9synthesized PMMA and polystyrene using poly(dimethylsiloxane) monomethacrylate as a surfactant in supercritical CO
2. Because Poly(dimethylsiloxane) mono- methacrylate surfactant has not only CO
2-philic parts but also functional vinyl group to react various monomers, the surfac- tant makes dispersion polymerization highly stable, as the con- sequence, high molar mass of polymer was obtained at high yield. Other researchers also conducted dispersion polymer- ization in CO
2with PDMS monomethacrylate.
10-14PDMS mac- romonomers having functional group different from acrylate, such as monocarbinol-terminated PDMS,
12PDMS-g-pyrroli- done carboxylic acid,
15methacryloxypropyl-terminated PDMS,
16and vinyldimethylsiloxy PDMS,
17were also used to polymer- ize MMA and styrene in CO
2.
We performed dispersion polymerization of three alkyl acrylate and glycidyl methacrylate monomers in carbon diox- ide using PDMS macromonomer surfactant prepared by our own method. The alkyl acrylate monomers are methyl-, ethyl-, and butylacrylate, so the length of pending tail group of the produced acrylate polymers is gradually longer. We will dem- onstrate the effect of the tail length of the acrylate monomers on the yield and morphology of the polyacrylate and poly(gly- cidyl methacrylate) synthesized in CO
2. The PDMS macro- monomer surfactant was prepared by linking glycidyl meth- acrylate and monoglycidyl ether terminated PDMS with ami- nopropyltriethoxysilane as a coupling agent. The prepared gly- cidyl methacrylate linked poly(dimethylsiloxane) (GMA-PDMS) has a vinyl group and CO
2-philic siloxane group. Figure 1 shows the procedures synthesizing GMA-PDMS reactive sur- factant and its molecular structure. The details to synthesize and characterize GMA-PDMS were described in our previous paper.
18GMA-PDMS macromonomer surfactant reacted with the acrylate monomers during polymerization and, as the re- sults, enhanced the stability of growing acrylate polymers in CO
2. However, a small amount of the macromonomer was incorporated into the produced polymer and could influence on the properties of the produced polymers. We present the physical properties of the synthesized acrylate polymers, such as molecular weight, molecular weight distribution, and glass transition temperature. The yield and morphology of the acryl- ate polymers, including average particle size and particle size distribution, are also demonstrated.
Ⅱ . Experimental
1. Materials
Methylacrylate (99%), ethylacrylate (99%), and butylacry- late (99+%) were obtained from Aldrich Co. Glycidyl meth- acrylate (99+%) was obtained from Junsei Chemical Co. All acrylate monomers were purified by vacuum distillation and stored at appropriate condition prior to use. 2,2'-Azobisisobu- tyronitrile (AIBN) (Otsuka Chemical Co. 99%+) was re- crystalized twice from methanol. Hexane (Aldrich, HPLC grade), Heptane (Aldrich, HPLC grade) were used as received.
Carbon dioxide, with purity of 99.99%, was supplied by Korea Standard Gas. The number average molecular weight (
) of the GMA-PDMS surfactant measured by titration method and GPC were 5365.45 and 5800, respectively.
182. Polymerization in carbon dioxide
Dispersion polymerization of the acrylate monomer was car- ried out in a high-pressure, variable-volume cell, which has a working volume of ~28 cm
3. The details of the polymer- ization devices and procedures are described in other refe- rences.
18~20AIBN initiator was loaded in the high-pressure cell, then the entrapped air in the cell was purged out with CO
2at 2~3 bar and room temperature. The mixture of acrylate mon- omer and GMA-PDMS surfactant was injected into the cell using a syringe. Balanced amount of CO
2was gravimetrically transferred from a high-pressure cylinder into the cell. The pressure of the reactant mixture was manipulated to the desired pressure by moving a piston located in the cell. The dispersion polymerization was carried out for 4 hours at 80 ℃ and 346 bar. After polymerization, the cell was rapidly cooled in dry ice bath. The CO
2in the cell slowly vented to atmospheric pressure. The acrylate polymer was washed with hex- ane/heptane solution to remove unreacted GMA-PDMS surfac- tant and then was dried for further characterization.
3. Characterization
The molecular weight was determined using gel permeation chromatography (Waters 150-C) equipped with a WATERS Styragel 3.8 x 300 mm Column (HR2X1, HR3X1, HR4X1) and a differential refractive index detector from Precision Detector Inc. Tetrahydrofuran was used as the mobile phase.
Polystyrene standards were used to obtain calibration curve.
Both the sample analysis and the calibration were conducted
at a flow rate of 1 mL/min. The morphology of the synthesized
acrylate polymers was characterized with scanning electron
microscopy (SEM) (HITACHI, S-2400). The average diameter
of the acrylate polymer particles and their particle size dis-
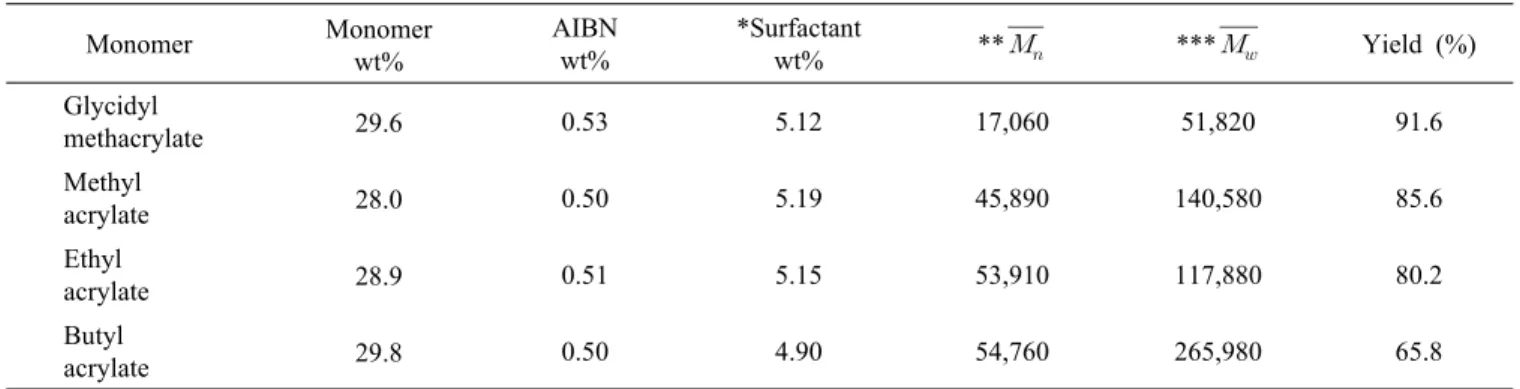
Table 1. The Concentrations of AIBN, Acrylate Monomer, and GMA-PDMS Surfactant Used for Dispersion Polymerization in CO
2Monomer Monomer
wt%
AIBN wt%
*Surfactant
wt% **
***
Yield (%)
Glycidyl
methacrylate 29.6 0.53 5.12 17,060 51,820 91.6
Methyl
acrylate 28.0 0.50 5.19 45,890 140,580 85.6
Ethyl
acrylate 28.9 0.51 5.15 53,910 117,880 80.2
Butyl
acrylate 29.8 0.50 4.90 54,760 265,980 65.8
* GMA-PDMS surfactant. The surfactant wt% based on the acrylate monomer weight in the reactor. **
and ***
represent a number average and a weight average molecular weight, respectively.
tribution were calculated from around one hundred individual particles shown in each SEM micrograph of the acrylate polymers. The glass transition temperature of the acrylate poly- mers was measured with DSC (TA Instruments, model Q10).
Ⅲ. Results and Discussion
The concentrations of acrylate monomers in the reactant me- dium, composed of AIBN, acrylate monomer, GMA-PDMS surfactant, and carbon dioxide, were 28 ~ 30 wt%. Typical concentration of AIBN initiator was 0.5 wt%. The detail com- positions of the reactant mixtures are listed in Table 1. After the alkyl acrylate monomer were polymerized for 4 hours at 80 ºC and 346 bar of CO
2, the produced poly(alkyl acrylate) had the
between 45,900 and 54,800, whereas the
of the poly(glycidyl methacrylate) was 17,100.
The poly(methyl acrylate) was obtained at the yield of 85.6%. As the size of the acrylate homologues increased from methyl to butyl acrylate, the yield of the acrylate polymers decreased from 85.6 to 65.8 %. The yield of poly(glycidyl methacrylate) was 91.6%, which was the highest yield for four acrylate polymer products. Since the molecular size of glycidyl methacrylate is biggest among the four acrylate monomer, the size of the acrylate monomer is not supposed the main reason to lower the yield of polyacrylate polymerized in CO
2.
To obtain high yield of the acrylate polymer during the dis- persion polymerization in CO
2, it is desirable that the acrylate monomer, the oligomers, and the growing acrylate polymer particles are well dissolved in the dispersion medium without phase separation. The dispersion medium, CO
2, has quadruple moment. The polar interactions between CO
2and the growing acrylate polymer are favorable to dissolve the growing polymer into CO
2.
It was reported that at temperatures lower than 100 ºC, the
demixing pressure of poly(alkyl acrylate) in CO
2greatly in- creased as the alkyl tail of alkyl acrylate monomer increased from methyl to butyl, since the effective polarity of the acrylate decreased with increasing the alkyl tail.
21In other words, the solubility of poly(alkyl acrylate) decreased as the alkyl tail of the alkyl acrylate repeat unit increased at temperatures lower than 100 ºC, where the polar interactions between CO
2and poly(alkyl acrylate) governed the solubility. At 80 ºC and 346 bar, it is supposed that the solubility of the growing poly(alkyl acrylate) polymer decreased as the alkyl tail of the alkyl acryl- ate monomer increased from methyl to butyl group. The grow- ing poly(ethyl acrylate) more fell out of CO
2dispersion me- dium and precipitated than the poly(methyl acrylate) that is the most polar poly(alkyl acrylate). As the consequence, the yield of the poly(ethyl acrylate) was lower than the poly(meth- yl acrylate).
Whereas alkyl acrylate monomers have one polar ester group, glycidyl methacrylate has two polar groups, ester and epoxide group. Due to the two polar groups, glycidyl meth- acrylate has a large effective polarity, and the polar interactions between CO
2and growing glycidyl methacrylate polymer are stronger than the interactions between CO
2and growing alkyl acrylate polymers. Thermodynamic interpretation suggests that at the reaction condition, the growing glycidyl methacrylate polymer is more soluble in CO
2than the growing alkyl acrylate polymers. Therefore, more stable dispersion polymerization was performed with glycidyl methacrylate than alkyl acrylate, and the higher yield was obtained for the dispersion polymer- ization of glycidyl methacrylate.
Figure 2 is SEM images showing the morphology of the
synthesized poly(glycidyl methacrylate) and poly(methyl acry-
late) product. The poly(ethyl acrylate) and the poly(butyl acryl-
ate) were obtained as viscous liquid. The less soluble the grow-
ing polyacrylate is in CO
2, the more it falls out of the dis-
A (x 2000) A (x 5000)
B (x 2000) B (x 10000)
Figure 2. SEM images of poly(glycidyl methacrylate) (A) and poly(methyl acrylate) (B) synthesized at 80 ºC and 346 bar of CO
2. The detail compositions of reactant mixtures are presented in Table 1.
persion medium. The precipitated polyacrylate makes the dis- persion medium unstable. If the precipitation is severe, the polymerization is performed at phase separation state. At 80 ºC and 346 bar, the growing poly(ethyl acrylate) and poly(bu- tyl acrylate) are not soluble in CO
2, so that the polymerization occurs in unstable dispersion medium. We expect that at 80 ºC the growing poly(glycidyl methacrylate) and poly(methyl acrylate), which their acrylate repeat units have larger effective polarity than ethyl- and butyl acrylate, were so soluble that the polymerization occurred in stable dispersion and the acryl- ate products were obtained as a particle. While the particle size of the poly(glycidyl methacrylate) was regular, the particle size of the poly(methylacrylate) showed bimodal distribution.
Using the SEM images in Figure 2, we determined a number average particle diameter (
), a weight average particle diam- eter (
), and a particle size distribution (PSD). PSD is de- fined as the ratio of weight average particle diameter to number average particle diameter (
/
), which is used to figure out how the particle size is distributed. Table 2 lists the appear-
ance of the acrylate products. The
,
, and PSD of the poly(glycidyl methacrylate) and poly(methyl acrylate) are also listed in Table 2.
The
and PSD of the poly(glycidyl methacrylate) product are 2.45 μm and 1.1, respectively. The low PSD value, 1.1, represents that the poly(glycidyl methacrylate) product has reg- ular and narrow particle size distribution. The
of the poly(methyl acrylate) product is 0.52 μm, which is much smaller than that of the poly(glycidyl methacrylate). However, the SEM image of the poly(methyl acrylate) product showed that the poly(methyl acrylate) particles size is bimodal.
Figure 3, which was plotted with the SEM image (x 10,000)
of Figure 2B, demonstrates that the particle size distribution
of the poly(methyl acrylate) is bimodal. The diameter of the
poly(methyl acrylate) particles was apparently divided into
smaller and larger than 0.62 μm. The
and PSD of the
small poly(methyl acrylate) particles are 0.31 μm and 1.7,
respectively, whereas those of the large poly(methyl acrylate)
particles are 1.8 μm and 1.4. The
of the large particles
Table 2. The Particle Size, Particle Size Distribution, Appearance, and Glass Transition Temperatures of the Poly(glycidyl meth- acrylate) and the Poly(alkyl acrylate) Products
Product
a
(µm)
b
(µm)
cPSD Appearance
Poly(glycidyl methacrylate) 2.45 2.73 1.1 powder
Poly(methyl acrylate) 0.52 2.54 4.9 powder
Poly(ethyl acrylate) - - - viscous liquid
Poly(butyl acrylate) - - - viscous liquid
a