1. 서 론
원자력발전소의 1차계통 배관 용접부는 가동중 검사를 통하여 안전성을 확보하고 있다. 그러나 2″미만 소구경 배관 용접부는 가동중검사에서 제 외되어 있으며 특히 1″이하 배관은 대구경 배관의 분기 형태 또는 압력 용기에 매입되어 있거나 좁은 공간에 설치되어 있는 등 설치상태에 따라 접근이 제한되고 직경이 작아 기존의 비파괴검사 방법으로 검사가 곤란하다. 최근 국내외 원자력발전소 1차 계통 배관 누설의 경우 대부분 소구경 배관에서
발생하는 추세로 소구경 배관의 안전성 확보를 위 한 새로운 비파괴 검사기법이 요구되고 있다.
따라서 본 연구에서는 접근이 불가능하거나 매입 된 소구경 배관검사를 위하여 원자력발전소에서 사 용하는 3/4″배관과 동일한 시험편에 인공결함을 삽 입하고 유도초음파를 이용하여 원거리에서의 결함 검출 가능성을 고찰하고자 한다.
2. 이론적 고찰
2.1 유도초음파 생성
유도초음파는 판이나 얇은 두께의 원형 파이프 에서 발생 가능한 일종인 Lamb파로 두께 방향의 모 든 입자를 진동시키며 길이 방향으로 진행한다. Fig.
1과 같이 검사재료에 종파를 어떤 사각으로 투입시
<연구논문>
유도초음파를 이용한 3/4
″배관 결함 검출 연구
정우근†· 김진회*· 천근영*
A Study for Flaw Detection of 3/4
″Pipe by Using Guided Wave
Woo Geun Chung†, Jin-Hoi Kim* and Keun Young Cheon* (Received 9 April 2019, Revised 17 June 2019, Accepted 17 June 2019)
ABSTRACT
Unlike the welded pipes in the primary system of light water nuclear power plants being periodically inspected with in-Service inspection program, relatively small pipes with the outer diameter less than 2 inch have not been regularly inspected to date. However, after several failure reports on the occurrence of critical crack-like defects in small pipes, inspection for the small pipes has been more demanded because it could cause the provisional outage of nuclear power plants. Nevertheless, there’s no particular method to examine the small pipes having access limitations for inspection due to various reasons; inaccessible area, excessive radiation exposure, hazardous surrounding, and etc. This study is to develop a reliable inspection technique using torsional and flexural modes of guided wave to detect defects that could occur in inaccessible area. The attribute of guided wave that can travel a long distance enables to inspect even isolated range of the pipe from accessible location. This paper presents a case study of the evaluation test on 3/4" small-bore pipes with guide wave method. The test result demonstrates the crack signal behavior and assures possibility to detect the crack signal in a flexural mode, which is clearly distinguishable from the symmetric structure signal in a torsional mode.
Key Words : Guided Wave, Torsional Mode, Flexural Mode, Small-bore Piping
†
*
책임저자, 회원, 한국수력원자력 중앙연구원 E-mail : [email protected]
TEL : (042)870-5665 FAX : (042)870-5599 한국수력원자력 중앙연구원
키면 평판 내부에서는 종파와 모드가 변화된 횡파가 함께 생성되어 검사재료의 외부 경계면에서 반사, 굴절 그리고 모드변환을 일으켜 평판을 체적 전면 으로 전달된 후 조화되어 신규의 형태인 유도초음파 를 생성할 수 있다. 유도초음파를 이용한 검사는 기 존의 bulk wave를 사용한 국부검사법과 달리 Tone Burst파를 이용함으로 탐촉자를 검사체에 고정하여 고정지점으로 부터 장거리까지 전체 체적을 한 번에 검사할 수 있고 특히 도포된 절연물질의 제거나 보 온재 등 외부 부착물의 탈부착 없이 검사체가 설치 된 상태에서 검사를 수행할 수 있다(1).
Shear Wave Longitudinal Wave
Fig. 1 Guided wave Generation in a plate
2.2 유도초음파 모드 종류
중공 원통형 배관에서 유도초음파는 기존의 체적 파와 달리 탐촉자에 의해 형성된 파가 배관을 따라 전파될 때 파의 전파방향에 수평 성분과 수직 성분 을 갖는 입자 변위에 따라 비틀림 모드T(m,n), 종형 모드L(m,n), 굽힘형 모드 F(m,n) 등이 m, n 차수에 따라 무한개가 존재하고 이러한 무한개의 모드는 진 동수와 구조물의 벽 두께에 따라 전파속도가 변화하 는 분산특성을 갖고 있다(1, 3).
2.3 유도초음파모드 선정
유도초음파를 이용한 비파괴검사를 위해서는 검 사 대상의 형상과 검출해야 할 결함의 특성을 고려 하여 선정된 유도초음파 모드와 주파수를 유효하게 생성시킬 수 있어야 한다. 유도초음파를 발생시키는 방법은 압전소자와 자왜센서를 이용하는 접촉식과 비 접촉식 방법으로 Electro Magnetic Acoustic Transducer (EMAT)와 Air-coupled Transducer(ACT) 그리고 레이 저법 등이 있다. 본 연구에서는 압전소자를 이용하 는 방법을 사용하였다. 압전소자로 발생시킬 수 있 는 유도초음파는 종형모드와 비틀림 모드이고 발생 모드의 선택은 압전소자의 설치 방향에 따라 결정 된다.
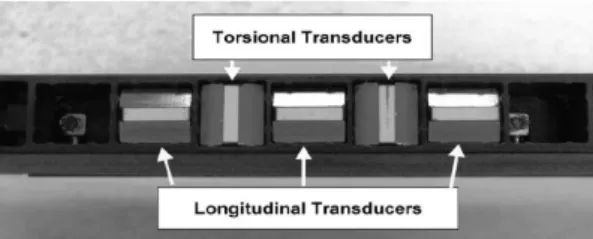
Fig. 2는 종형모드와 비틀림 모드를 발생시키는 탐
촉자 배열을 보여준다. 본 연구에서는 3/4″배관검 사를 위해 송신 유도초음파로 기본적으로 비틀림모 드 T(0,1)을 적용하였다. 비틀림 모드T(0,1)은 Fig. 6 의 분산곡선에서 주파수에 따라 속도가 변하는 종형 모드와는 달리 주파수 변화에 대해 속도가 일정하여 신 호해석이 용이하다. 또한 검사체내에서 감쇄가 적어 원 거리 검사가 가능하다. 굽힘형 모드 F(1,2)는 비틀림 모 드 T(0,1)의 Phase 구조와 Displacement Matching이 되 어 수신 민감도가 가장 높으므로 추가적으로 수신하 여 사용하였다. Fig. 3은 비틀림 모드 T(0,1)와 굽힘형 모드 F(1,2)의 진동 형태를 보여주고 있다(2, 4).
Fig. 2 Torsional and longitudinal transducers in a module
T(0,1) F(1,2)
Fig. 3 Wave propagation simulation of torsional mode and flexural mode
2.4 사용 유도초음파의 모드별 거동 2.4.1 비틀림 모드
본 연구에 적용된 송신 모드인 비틀림 모드T(0,1) 는 Fig. 4와 같이 전체 검사 주파수 영역에서 일정한 전파속도로 진행되며 단면 변화가 없는 영역에서는
Fig. 4 Reflection from a series of defects
반사파가 발생하지 않고 단면이 증감되는 부위에서 는 축대칭과 비축대칭 단면 형태 모두에서 반사 신 호가 발생된다. Fig. 5는 전형적인 축대칭과 비축대 칭 단면 형태를 보여준다.
Fig. 5 Axisymmetric and non-axisymmetric feature
2.4.2 굽힘형 모드
송신 유도초음파인 비틀림 모드가 진행하면서 단 면이 증감되는 부위 중 비축대칭 단면 변화가 존재하 는 부위에서 비틀림 모드 T(0,1)의 모드 변환으로 굽 힘형 모드 F(1,2)가 발생한다. 그러나 굽힘형 모드는 검사주파수에 따라 그 발생 여부가 결정되어지는데 배관의 두께, 크기 등에 따라 발생가능 최저 주파 수 영역대가 정해진다.
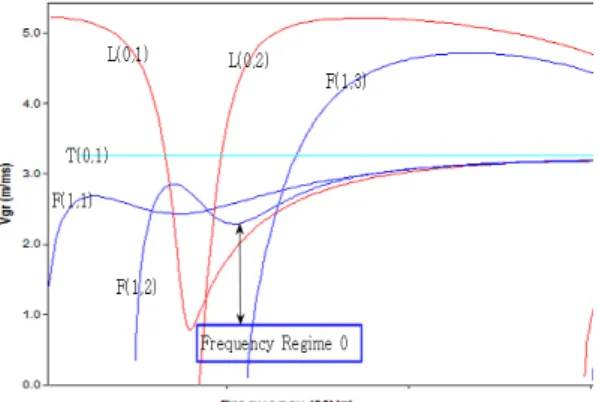
Fig. 6은 Dispersion Curve Software를 이용하여 시험체 내에 존재하는 모드와 주파수에 따른 속도 변화를 군속도 분산곡선으로 나타내었다.
굽힘형 모드 F(1,2)는 군속도 분산곡선에서 보듯이 주파수변화에 전파속도가 변동이 작아지는 지점의 주파수를 주파수 Regime 0이라 정한다. 결함검사를 위해 사용되는 검사주파수는 주파수 Regime 0보다 높은 주파수를 사용하면 명확한 신호를 수집할 수 있고 좀 더 유효한 신호평가 결과를 얻을 수 있다.
Fig. 6 Group velocity of 3/4" pipe and frequency Regime
그러나 Fig. 6의 군속도 분산곡선에서 알 수 있듯이 검사주파수를 높이게 되면 많은 유도초음파 모드들 이 혼재하여 발생되는데 이러한 모드는 신호해석에 혼란을 일으키므로 시스템과 탐촉자 링에 설치되는 탐촉자의 원주방향 배치 및 축 방향 배열로 불필요 한 모드를 제거하게 된다.
3. 실험 방법
3.1 실험장치
실험에서는 GUL1)사의 Wavemaker G3M 주파수발 생 장치와 Wave ProG3 신호수집 평가 소프트웨어 를 사용하였다. 파이프와 같은 원통형 재료에서 적용한 Wavemaker G3M 시스템의 경우 생성할 수 있는 1차 모드는 비틀림과 종형 모드이고 2차적으로 검사체 내에서 굽힘형 모드를 생성할 수 있으나 주 파수 발생은 비틀림 모드 T(0,1)를 위한 탐촉자 배열 하였다. Fig. 7은 유도 초음파를 생성하는 실험장치 구성을 나타내고 있으며, 초음파신호를 보내고 받 는 Wavemaker G3M과 이를 구동하기 위한 제어 컴 퓨터 및 탐촉자링으로 구성되어 있다. 본 실험장 치에서 사용되는 탐촉자 모듈의 구성은 양방향 검사 를 위한 2열의 탐촉자 배열과 검사프로그램에서 결 점 위치의 방위각 구분을 위한 90도 간격의 4구역으 로 구성되어 총 16개의 탐촉자가 설치되어 있는 Claw형이며 탐촉자 열의 간격은 16mm이다.
Fig. 7 Guided wave system for Measurement
3.2 시험편 설계 제작
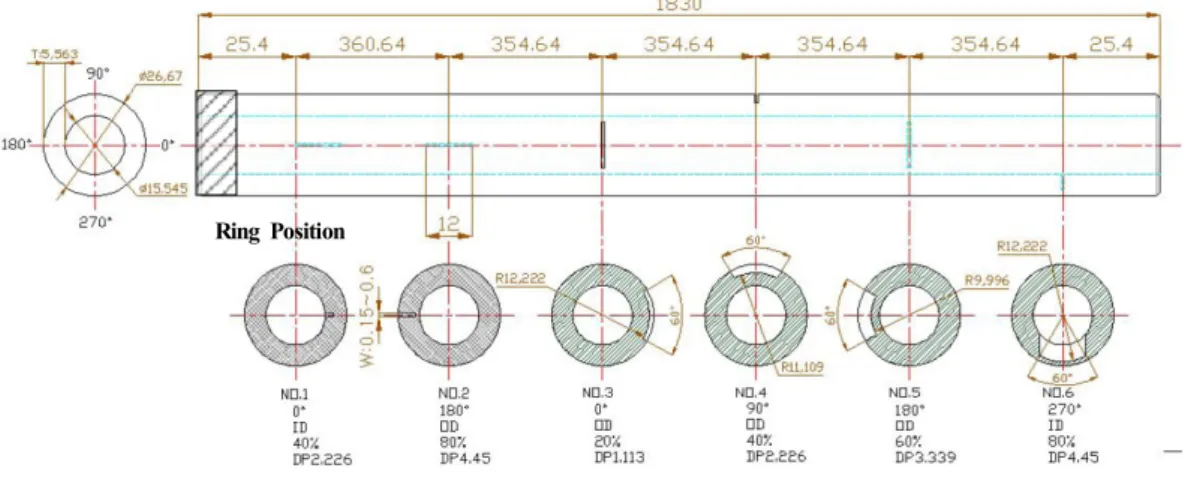
본 연구에 사용된 3/4″배관 시험편은 외경 26.7 mm이며, 두께는 5.56 mm, 길이는 1.8m이다. 이 배관 은 증기발생기 배수 노즐 및 원자로헤드 배기관 등 1) GUL : Guided Ultrasonics Ltd
원자력발전소 1차 계통에 많이 사용되고 있는 동일 크기의 인코넬 690 재질을 사용하였고 실제 검출하 고자 하는 결함을 모사하기 위하여 노치를 방전 가 공하였다. 시험편의 노치 가공형태는 Fig. 8과 같고 결함사양은 Table 1과 같다.
Table 1 Specification of the Specimen Notch
Specimen Length(mm) Direction Depth
(%)
Length
(mm) Position
Axial 40 12 ID
1830
80 12 OD
Circ.
20 12 OD
40 12 OD
60 12 OD
80 12 ID
3.3 신호수집 및 평가 3.3.1 신호수집
신호수집 전에 탐촉자의 정전용량 및 커플링 상태 를 점검하였다. 유도초음파 전달능력 및 커플링 향 상을 위하여 접촉매질로 Shear Gel을 사용하였으며, 탐촉자 모듈의 90도 간격의 4구역 탐촉자군에서 유효한 데이터가 수집되는지를 확인하였다. 탐촉자 링은 Fig. 7과 및 8과 같이 설치하였으며 신호 수집 은 Wavemaker WaveproG3 프로그램을 이용하여 주 파수를 Regime -6(51kHz)부터 +4(360kHz)까지 가변 시켜 취득하였다.
3.3.2 신호평가
신호평가는 Wavemaker WaveproG3 프로그램을 사 용하였다. 평가프로그램에서 비틀림 모드인 T(0,1)은 Black Trace로 나타나고 굽힘형 모드F(1,2)는 Red Trace로 나타난다. Black Trace는 검사체의 단면이 축대칭 또는 비축대칭 모두 단면 변화크기에 따라 진폭의 변화로 나타나며 Red Trace는 비축대칭 단면 변화 시에 나타난다.
굽힘형 모드F(1,2)는 주파수 Regime이 양(+)의 높 은 주파수 영역 일 경우만 나타나게 되며 주파수 Regime이 높을수록 분해능은 향상되나 유도초음파 의 감쇄가 증가하여 유효한 검사영역이 줄어든다.
Fig. 9는 낮은 주파수 영역인 주파수 Regime -6의 데이 터 평가 결과이다. 비틀림 모드 T(0,1)인 Black Trace만 존재하고 굽힘형 모드 F(1,2)인 Red Trace는 존재하지 않으며 결함신호의 분해능이 낮음을 알 수 있다.
Cir. 20%
Cir. 40%
Cir. 60%
Ax. 80%
Fig. 9 Experimental result of frequency Regime –6 Ring Position
Fig. 8 The geometric of pipe specimen
Circ. 20%
Circ. 40%Circ. 60% Circ. 80%
1st End Signal
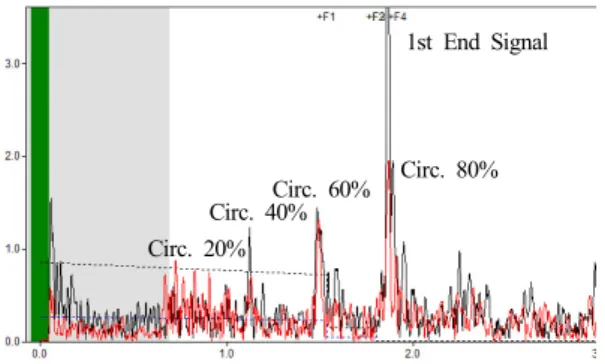
Fig. 10 Experimental result of frequency Regime +4
Fig. 10은 높은 주파수 영역인 주파수 Regime +4 의 데이터 평가 결과이다. 비틀림 모드뿐만 아니라 굽힘형 모드인 Red Trace가 결함의 크기에 따라 비 례적으로 나타나고 양호한 분해능을 보여 준다.
4. 결 과
4.1 결함검출
3/4″배관 시험편 결함에 대한 신호 분석 결과 탐 촉자링의 불감대 영역 내에 있는 결함을 제외하고 모든 인공결함이 검출되었다. Fig. 10에서와 같이 탐 촉자가 설치된 부위의 축방향 40% 및 80% 결함신 호는 유도초음파의 불감대와 근거리음장영역에 포 함되어 검출되지 않았다.
또한 Fig. 10에서 비틀림 모드 T(0,1) Black 신호 평가 결과 탐촉자링이 설치된 반대방향 끝단 1″에 가공 된 원주방향 80% 결함도 끝단 신호와 구분이 불가능 하였다. 따라서 Fig. 11과 같이 근거리음장 영역을 제외 시키기 위하여 다중반사를 이용한 Reverberation 기 법을 적용하여 평가한 결과 시험편 양단 1″에 있는 결함을 제외한 모든 인공결함이 검출되었다.
Fig. 10에서 보듯이 굽힘형 모드 F(1,2) 신호평가 결과 원주방향 80% 결함은 비틀림 모드에서 끝단 신호와 같이 발생하여 구분이 불가능한 반면 굽힘형 모드 F(1,2)의 Red Trace가 결함의 크기에 비례하여 검출되었다. 또한 Fig. 11에서 보듯이 결함부의 단면 적 감소율 차이로 축방향 80% 결함 진폭보다 원주 방향 60% 결함 진폭이 더 크게 검출되었다.
4.2 결함크기 측정
본 실험결과 인공결함 깊이가 증가함에 따라 신호 진폭크기는 비례적으로 증가하였다.
Circ. 20%
Circ. 40%
Circ. 60%
Ax. 80%
2nd End Signal 1st End Signal
Fig. 11 Experimental result of reverberation technique
Depth(%
Fig. 12 Amplitude values about depth of the defects)
특히, 동일한 깊이를 갖는 결함이라도 가공 방향 에 따라 신호의 검출감도가 다르게 나타났는데 이는 비틀림 모드 T(0,1)의 전파 특성이 원주방향 결함에 민감하다는 것을 확인할 수 있다. Fig. 12는 인공시 험편의 결함깊이에 따른 신호 진폭의 크기를 나타 내고 있다.
비틀림 모드에서 구분이 불가능한 원주방향 80%
결함 신호는 T(0,1) 그래프에서 제외하였고 비교대 상이 없는 축방향 80% 결함신호도 그래프에서 제외 하였다.
5. 결 론
본 연구에서 3/4″소구경 배관 시험편에 대한 인 공결함 크기별 응답특성, 검출능 및 유도초음파 모 드별 신호형상을 고찰하였으며, 아래와 같은 결과를 얻었다.
1) 결함신호 진폭은 결함깊이에 따라 선형적으로 증가함을 알 수 있었다.
2) 유도초음파 비틀림 모드 T(0,1) 및 굽힘형 모드 F(1,2)를 이용하여 원거리 검사(1.8m)가 가능함
을 확인하였다.
3) 축대칭 신호 내에 비축대칭 결함 신호가 혼재 할 때 굽힘형 모드 F(1,2)로 결점을 유효하게 평가 수 있었다.
4) 비틀림 모드 T(0,1)는 축 방향 결함보다 원주 방향 결함의 검출감도가 더 좋은 것을 알 수 있 었다.
본 연구를 통해 3/4″배관 시험편의 축방향과 원 주 방향 결함을 검출할 수 있는 주파수 Regime 범위 와 사용 가능 모드를 선정하였으며, 또한 구조물과 혼재된 결함의 검출에 굽힘형 모드 F(1,2)의 사용가 능성을 제시하였다. 향후 용접부에 존재하는 결함 검출에 관한 추가 연구를 통해 접근이 곤란한 원자 력발전소 소구경 배관 용접부를 원거리에서 검사할 수 있는 방법과 검사시스템을 구축할 수 있을 것으 로 판단된다.
참고문헌
(1) D. N. alleyne and P. Cawley., 1997, " Long Range Propagation of Lamb Waves in Chemical Plant Pipework", Materials Evaluation, Vol. 52, No. 7, pp.
504-508
(2) D.N. alleyne and P. Cawley., 1992, " Optimization of Lamb wave inspection Techniques", NDT & E International, Vol. 25, pp. 11-22
(3) P. Cawley, M. J. S. Lowe, D.N. Alleyne, B. Pavlakovic and P. Wilcos., 2003, "Practical Long Range Guided Wave Testing: Application to Pipe and Rail", Material Evaluation, 61(1), pp. 66~74
(4) D.N. Alleyne, B. Pavlakovic, M.J.S. Lowe and P.
Cawley., 2001, "Rapid long-range inspection of chemical plant pipework using guided waves" Review of Progress in Quantitative NDE, ed. by D. O.
Thompson and D. E. Chimenti (Plenum, NewYork), 20, pp.180-187
(5) Brian Pavlakovic and Mike Lowe., 2001, "A System for Generating Dispersion Curve" user's manual, Version 2.0.11. pp. 20-60