◆ 특집 ◆ 최신 정밀 설계재료 기술 І
레이저보조가공을 위한 2-축 구동 매니퓰레이터 설계에 관한 기초 연구
A Fundamental Study on the Design of Two-axis Drive Manipulator for Laser-assisted Machining
김동현1, 차나현1, 김태우1, 이춘만1,* Dong Hyeon Kim1, Na Hyeon Cha1, Tae Woo Kim1, and Choon Man Lee1,*
1 창원대학교 기계설계공학과 (Department of Mechanical Design & Manufacturing Engineering, Changwon National Univ.)
* Corresponding author: [email protected], Tel: 055-213-3622 Manuscript received: 2012.5.24 / Accepted: 2012.6.4
Laser assisted machining (LAM) is machining method that performs a machining for workpieces using laser beam preheating. LAM is in the early stage of its applications and has only been used in limited fields including turning, planning and micro end-milling throughout the world. LAM system should be able to move to the laser radiation direction and to rotate on a tool path for machining of complex shapes. A laser module with two-axis manipulator is designed in this study.
It has been performed static structural analysis and shape modification of the manipulator. As the results of shape modification it has been obtained better results than the initial model. These results will be able to use in development of the two-axis manipulator.
Key Words: Laser-assisted Machining (레이저보조가공), Difficult-to-cut Material (난삭재), Finite Element Method (유한요 소법)
1. 서론
세라믹(ceramic), 알루미나(alumina), 지르코니아 (zirconia), 질화규소(silicon nitride) 등의 난삭재는 단열성, 내구성, 내부식성 등이 우수해 항공, 자동 차, 조선, 반도체 등의 산업계에서 그 필요성이 증 가하고 있다. 난삭재는 우수한 성질을 가지고 있 지만 가공이 쉽지 않다. 현재 난삭재 가공에는 연 삭가공기술이 널리 사용되고 있다. 하지만 연삭가 공은 냉각액, 절삭유 등의 소모가 많아 환경에 좋 지 않은 영향을 미친다. 그리고 세라믹과 같은 난 삭재는 취성 때문에 일반적 연삭가공에서 소재제 거율이 극히 낮다. 따라서 에너지 소모도 클 뿐만
아니라 비용도 많아지게 된다. 이에 따라 공작기 계에 의한 난삭재 가공기술의 고효율화가 요구되 고 있다.1
최근에 레이저보조가공(laser assisted machining) 의 적용으로 기존보다 효율적으로 난삭재를 가공 할 수 있게 되었다.
레이저보조가공은 레이저 열원을 재료에 조사 하여 재료를 순간 예열한 후 연화된 재료를 절삭 가공하는 방법이다. 레이저보조가공은 고출력 레 이저의 발전과 함께 활용가능성이 증가됨에 따라 난삭재 가공에서 주목받고 있으며 연평균 10% 이 상의 성장을 이루고 있다.2 현재 레이저보조가공은 국내외 소수의 연구자들에 의해 소개된 바 있다.
Rozzi, Dumitrescu, Masood, Zhang 등4-8 은 레이 저 보조 선삭(turning)을 이용한 난삭재 가공을 연 구하였다. Chang, Melkote 등 9,10은 레이저를 평삭 (planning), 마이크로 엔드밀링(micro-end milling)에 적용하여 레이저보조가공을 수행한 바 있다. 하지 만 가스터빈(gas turbine), 크랭크샤프트(crank shaft) 등 복잡한 형상의 제품을 가공하려면 3 차원 밀링 (milling) 레이저보조가공이 필요하다.
Kim 등 11,12은 레이저보조가공에서 레이저 열 원의 온도 및 크기가 재료에 미치는 영향을 분석 하였다. 하지만 레이저보조 선삭가공과는 달리 밀 링에 레이저보조가공을 적용하기 위해서는 열원의 예열제어 및 레이저와 공구간 연동제어에 대한 해 결이 필요하고, 레이저보조가공을 효율적으로 수 행하기 위한 장비구축에 대한 연구도 필요할 것으 로 판단된다.1 또한 레이저보조가공에 고속가공을 적용하기 위해서는 주축 설계 시 정적·동적 특성 을 고려하여 설계안정성을 확보하여야 한다.2 본 연구자 등 3은 레이저 조사방향으로 이송할 수 있 는 1-축 매니퓰레이터(manipulator)를 개발하고 이 를 레이저보조가공 시스템에 적용한 바 있다. 개 발된 1-축 매니퓰레이터에 의해서는 복잡한 형상 의 밀링가공이 불가능하였다.
본 연구에서는 효율적인 난삭재 가공을 위한 레이저보조가공 시스템(LAM system)을 구축하기 위하여 틸팅축(tilting-axis)과 부가 1 축(added 1-axis) 이 추가된 2-축 매니퓰레이터에 대한 해석을 수행 하여, 레이저보조가공 시스템의 2-축 매니퓰레이터 제작을 위한 기초데이터를 확보하였다. 특히 매니 퓰레이터의 형상개선을 통해 초기설계안보다 안정 적인 설계안을 도출하였다.
2. 2-축 매니퓰레이터
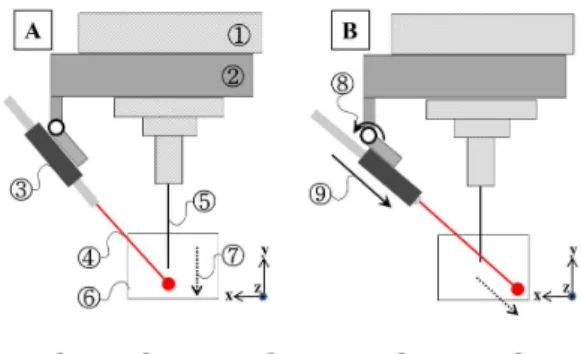
2.1 LAM 에서 2-축 매니퓰레이터의 필요성 레이저보조가공에서는 레이저 열원이 공구를 선행하며 재료를 연화시켜야 한다. 이를 위해 기 계 축을 제외한 레이저 제어를 위한 축을 추가하 여 레이저와 공구간 움직임을 제어해야 한다. Fig.
1 은 2 축으로 레이저를 제어하는 방법에 대해 설 명하고 있다. 레이저 모듈(laser module)은 주축에 고정되어 주축과 함께 움직인다. Fig. 1 의 A 와 같 이 틸팅축과 부가 1 축이 정지된 상태에서는 직선 가공만이 가능하다. Fig. 1 의 B 와 같이 틸팅축이 회전하고 부가 1 축을 움직여주면 대각선 가공이
Fig. 1 The conception of 2-axis manipulator in the LAM 가능하게 된다.여기서, 레이저 모듈과 공작물의 거 리가 멀거나 가까우면 효율이 떨어지므로 일정한 거리를 유지하여야만 한다. 본 연구에서는 직선가 공뿐만 아니 라 대각선 가공도 가능한 2 축 구동 매니퓰레이터를 설계하였다.
2.2 2-축 매니퓰레이터 설계
앞서 설명하였듯이 레이저보조가공에서는 레이 저빔(laser beam)이 공구를 선행해야 한다. 레이저 빔과 공구간의 거리를 일정하게 유지하기 위해서 2-축 매니퓰레이터를 주축에 장착하여 일체형으로 구상하였다. 이러한 구조로 설계 시 스핀들과 레 이저 모듈이 함께 움직이므로 레이저의 움직임을 최소화할 수 있다.
레이저의 틸팅축 구동과 부가 1 축의 직선 구 동을 제어하기 위해 틸팅축에는 서보모터(servo motor)를 장착하고, 부가 1-축에는 직선 이송이 가 능한 로봇(robot)을 설치해야 한다. 선정된 서보모 터와 로봇의 사양은 Table 1 과 Table 2 에 각각 나 타내었다.
Fig. 2 Finite element model
Table 1 The tilting-axis drive motor specification Contents Specification Maximum speed 6,000 rpm
Power 0.88 kW
Torque 1.4 Nm
Current 2.1 A
Weight 3.8 kg
Table 2 Added 1-axis drive robot specification Contents Specification
Motor AC servo 10CM Ball screw ϕ 15×05(C7S) Stroke range 0-200 mm Position accuracy ±0.02 mm
Weight 5 kg
Maximum speed 250 mm/s
Table 3 Material properties
Part E
[GPa]
Density [kg/m3]
Poisson’s ratio -Spindle
-Arm -Clamp
208 7,817 0.28
-robot -motor -laser module
68.20 2,700 0.33
3. 유한요소해석
3.1 해석모델
Fig. 2 에 496,587 개의 노드(nodes)와 164,311 개 의 요소(elements)를 가지는 유한요소모델을 나타내 었다. 정적인 상태에서 자중을 고려하였고, 스핀들 윗면을 고정하였다. 해석에 사용된 재료의 물성치 는 Table 3 과 같다.
3.2 구조해석
2-축 매니퓰레이터가 장착된 레이저보조가공 시스템의 정적구조해석을 수행하였다. Fig. 3 과 Fig.
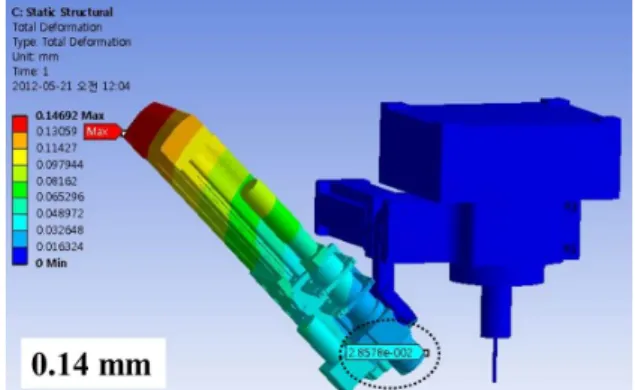
4 에 최대변형과 최대응력의 해석결과를 나타내었 다. 최대 변형량은 0.14 mm 로 직선구동로봇의 끝 부분에서 나타났고, 최대응력은 34.14 MPa 로 레이 저모듈과 직선구동로봇을 지지하고 있는 암(arm)에 서 발생하였다. Fig. 3 의 점선에 나타나듯이 레이저
Fig. 3 Analysis result of the maximum deformation
Fig. 4 Analysis result of the maximum stress
빔이 조사되는 레이저모듈의 끝부분의 변형은 약 0.03 mm 로 레이저보조가공 수행에 영향이 없을 것으로 판단된다.
3.3 형상개선
암, 클램프(clamp)로 구성되는 매니퓰레이터는 주축에 장착되어 레이저모듈, 틸팅 서보모터, 직선 구동로봇 등을 지지하고 있다. 매니퓰레이터에 대 하여 구조적 성능을 만족하면서 경량화 설계를 수 행한다면 레이저보조가공시스템 구축에 큰 도움이 될 수 있다.
매니퓰레이터의 중량감소를 위해 ANSYS Workbench shape optimization 기능을 이용하여 중량 이 최소가 되면서 구조적 성능을 만족하도록 형상 을 개선하였다.13
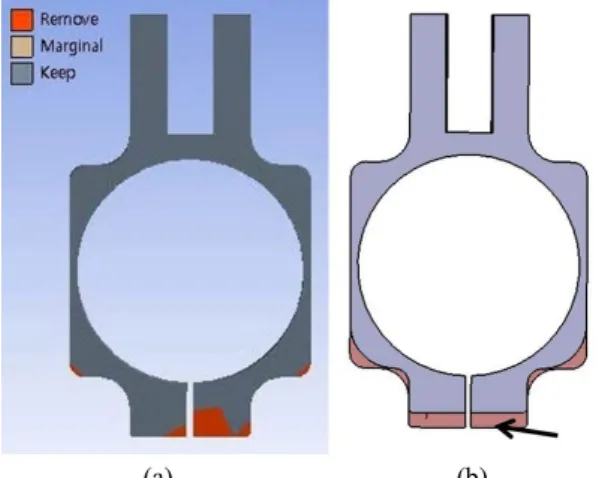
Fig. 5 는 클램프에 대한 형상개선 결과를 나타 내고 있다. Fig. 5(a) 는 형상개선 해석결과를 나타 내고, Fig. 5(b) 는 해석결과를 토대로 수정된 모델 링(modeling)을 나타내고 있다. Fig. 6 은 암에 대한 형상개선 결과를 나타내고 있다. Fig. 6(a) 는 형상
(a) (b)
Fig. 5 The results of the shape modification about clamp (a) analysis results (b) redesign model
(a) (b)
Fig. 6 The results of the shape modification about arm (a) analysis results (b) redesign model
개선 해석결과를 나타내고, Fig. 6(b)는 해석결과를 토대로 수정된 모델링을 나타내고 있다. Fig. 5(b)와 Fig. 6(b) 하단부에 화살표로 표시한 부분이 제거된 부분이다. Table 4 에 개선된 형상에 대한 무게의 변 화를 나타내었다. 초기 설계안에 비해 클램프는 약 10%, 암은 14% 무게가 감소되었다.
개선된 매니퓰레이터를 전체구조에 적용하여 구조해석을 수행하였다. 초기모델과 동일한 경계 조건을 적용하였다. 해석결과를 초기모델과 비교 하여 Table 5 에 나타내었다. 개선된 매니퓰레이터 를 전체구조에 적용했을 때 최대변형은 0.14 mm, 최대응력은 32.96 MPa 로, 초기모델과 비교했을 때 변형에는 변화가 없고, 응력은 약 3.46% 감소한 것으로 나타났다. 최대변형에서 차이가 없고 응력 은 오히려 감소하였으므로 매니퓰레이터의 형상 개선 작업이 성공적인 것으로 판단된다.
Table 4 The results of shape modification Clamp mass Arm mass Initial model 7.87 kg 2.94 kg Modification
model 7.09 kg 2.52 kg
Table 5 The results of static structural analysis about a whole system
Deformation Stress Initial model 0.14 mm 34.14 MPa Modification
model 0.14 mm 32.96 MPa
Table 6 Natural frequency by the mode analysis Mode number Frequency [Hz]
1 46.52
2 56.26
3 101.66
4 115.94
5 162.26
6 183.18
3.4 모드(mode)해석
개선된 설계안을 적용하여 모드 해석을 수행하 였다. 구조물의 모드해석은 공진영역과 채터 (chatter)진동 주파수 대역을 검토하기 위한 것이 주된 목적이다.14 모드해석의 결과를 Table 6 에 나 타내었다. 1 차모드 고유진동수는 약 46.52 Hz 에서 발생하였다. 매니퓰레이터에 장착된 서보모터의 최대회전수는 6,000 rpm 이지만 레이저모듈의 틸팅 이 목적이므로 속도가 최대 100 rpm 을 넘지 않는 다. 회전수 100 rpm 일 때의 공진주파수는 약 1.7 Hz 이다. 1 차 모드 고유진동수가 약 46.52 Hz 로 공진주파수를 크게 상회하므로 해석모델은 안정적 인 것으로 판단된다.
4. 결론
본 연구에서는 3 차원 레이저보조가공을 위한 2-축 구동이 가능한 매니퓰레이터를 설계하였다.
설계안에 대한 해석을 수행하고 형상개선 후 초 기설계안과 비교하였으며 다음과 같은 결론을 얻 었다.
1) 정적구조해석 결과 레이저 빔 조사부의 변
형이 약 0.03 mm 로 레이저 보조가공수행에 큰 영 향을 미치지 않는 안정적인 구조임을 확인하였다.
2) 주축에 장착되어 레이저모듈, 직선구동로봇, 틸팅서보모터 등을 지지하고 있는 클램프와 암의 형상개선을 통해 중량을 각각 약 10%, 약 14% 감 소한 형상을 도출하였고, 이 때 구조적 성능이 초 기모델보다 안정적임을 확인하였다.
3) 모드해석을 통해 1 차모드 고유진동수를 해 석한 결과 레이저 보조가공을 목적으로 장치 구동 시 진동으로부터 안정적인 것으로 나타났다.
본 연구의 결과는 2-축 구동 매니퓰레이터 제 작 시 기초데이터로 활용할 예정이다.
후 기
이 논문은 2012 년도 정부(교육과학기술부)의 재원으로 한국연구재단의 지원을 받아 수행된 연 구임(No. 2012-0005688).
참고문헌
1. Kim, D. H., Kim, K. S., and Lee, C. M.,
“Environment-friendly machining technology of difficult-to-cut material,” Journal of the KSME, Vol.
52, No. 2, pp. 43-47, 2012.
2. Kim, K. S., Kim, J. H., Choi, J. Y., and Lee, C. M.,
“A review on research and development of laser assisted turning,” Int. J. Precis. Eng. Manuf., Vol. 12, No. 4, pp. 753-759, 2011.
3. Kim, D. H., Cha, N. H., and Lee, C. M., “Multibody dynamic analysis of 1-axis manipulator,” Proc. of KSME Spring Conference (Dynamics and Control), pp. 285-286, 2012.
4. Rozzi, J. C., Pfefferkorn, F. E., and Shin, Y. C.,
“Experimental evaluation of the laser assisted machining of silicon nitride ceramics,” Transactions of the ASME, Vol. 122, No. 4, pp. 666-670, 2000.
5. Dumitrescu, P., Koshy, P., Stenekes, J., and Elbestawi, M. A., “High-power diode laser assisted hard turning of AISI D2 tool steel,” International Journal of Machine Tools and Manufacture, Vol. 46, No. 15, pp.
2009-2016, 2006.
6. Masood, S. H., Armitage, K., and Brandt, M., “An experimental study of laser-assisted machining of hard-to-wear white cast iron,” International Journal of
Machine Tools and Manufacture, Vol. 51, No. 6, pp.
450-456, 2011.
7. Zhang, C. and Shin, Y. C., “A novel laser-assisted truing and dressing technique for vitrified CBN wheels,” International Journal of Machine Tools and Manufacture, Vol. 42, No. 7, pp. 825-835, 2002.
8. Jeon, Y. H. and Lee, C. M., “Current research trend on laser assisted machining,” Int. J. Precis. Eng.
Manuf., Vol. 13, No. 2, pp. 311-317, 2012.
9. Chang, C. W. and Kuo, C. P., “An investigation of laser-assisted machining of Al2O3 ceramics planning,” International Journal of Machine Tools and Manufacture, Vol. 47, No. 3-4, pp. 452-461, 2007.
10. Melkote, S., Kumar, M., Hashimoto, F., and Lahoti, G., “Laser assisted micro-milling of hard-to-machine materials,” CIRP Annals - Manufacturing Technology, Vol. 58, No. 1, pp. 45-48, 2009.
11. Kim, K. S. and Lee, C. M., “Analysis of moving heat source for laser assisted machining of plate by feed rate control,” Journal of the KSPE, Vol. 28, No. 12, pp. 1341-1346, 2011.
12. Kim, J. H., Choi, J. Y., and Lee, C. M., “Thermal analysis for laser assisted turning of square bar using laser heat source projection method,” Journal of the KSPE, Vol. 28, No. 12, pp. 1353-1358, 2011.
13. Lee, M. J. and Lee, C. M., “A study on structural analysis and optimum shape design of tilting index table,” Journal of the KSPE, Vol. 27, No. 2, pp. 86-93, 2010.
14. Kim, D. H. and Lee, C. M., “The static and dynamic analysis of a 45,000rpm spindle for a machine tool and evaluation of its stiffness,” Journal of the KSPE, Vol. 28, No. 4, pp. 422-426, 2011.