Ti 2 AlN과 Ti 2 AlC 소결체의 마이크로 방전가공에서 재료물성에 따른 가공표면 특성
최의성 a ·이창훈 a ·백경래 a ·김광호 b ·강명창 a,b, *
a 부산대학교 융합학부 하이브리드소재응용전공
b 하이브리드 인터페이스기반 미래소재 글로벌프론티어 연구단
Characteristics of Material Properties and Machining Surface in Electrical Discharge Machining of Ti 2 AlN and Ti 2 AlC Materials
Eui-Song Choi a , Chang-Hoon Lee a , Gyung-Rae Baek a , KwangHo Kim b , and Myung Chang Kang a,b, *
a
Graduate School of Convergence Science, Pusan National University, San 30, Jangjeon-Dong, Geumjeong-Gu, Busan 609-735, Korea
b
Hybrid Interface Materials, Global Frontier, 6F, Hyowon Industry-University Cooperation Building, Pusan National University, Jangjeon-dong, Geumjeong-Gu, Busan 609-735, Korea
(Received June 4, 2015; Revised June 11, 2015; Accepted June 20, 2015)
···
Abstract Ti alloys are extensively used in high-technology application because of their strength, oxidation resistance at high temperature. However, Ti alloys tend to be classified very difficult to cut material. In this paper, The powder synthe- sis, spark plasma sintering (SPS), bulk material properties such as electrical conductivity and thermal conductivity are sys- tematically examined on Ti
2AlN and Ti
2AlC materials having most light-weight and oxidation resistance among the MAX phases. The bulk samples mainly consisted of Ti
2AlN and Ti
2AlC materials with density close to theoretical value were synthesized by a SPS method. Machining characteristics such as machining time, surface quality are analyzed with mea- surement of voltage and current waveform according to machining condition of micro-electrical discharge machining with micro-channel shape.
Keywords: Ti
2AlN/Ti
2AlC materials, MAX phases, Micro electrical discharge machining, Machining characteristics, Machining surface
···
1. 서 론
최근 정밀성과 내환경성, 내식성, 견고성, 내마모성을 요 구하는 자동차, 항공, 우주, 의료, 국방산업에 응용하기 위 한 신소재 및 난삭성 소재(Difficult-to-cut materials)의 사 용빈도가 증가하고 있는 추세이다[1]. 특히, 티타늄합금 (Ti6Al4V)은 용융점이 1660
oC정도로서 고온강도가 우수 하며, 내산화성 및 내식성, 조직안정성이 매우 우수하여 로켓, 항공기, 선박 엔진, 터빈, 우주선 외관 등에 널리 사 용되고 있다. 그러나 낮은 탄성계수와 열전도도 및 높은
화학적 활성으로 인해 선삭, 밀링 등의 전통적인 가공방식 으로 가공할 경우 공구의 마모 및 파손을 일으키는 원인 이 된다[2]. 이를 보완하기 위해 최근에 가장 많이 사용되 는 티타늄합금 소재 중의 하나인 Ti6Al4V의 가공성을 향 상시키고자 액화질소를 절삭유로 사용하는 냉간가공 (Cryogenic machining) 에 대한 연구가 진행되고 있으나 이 는 액화질소 탱크 및 펌프 그리고 노즐을 포함한 복잡한 가공공정시스템의 개발을 필요로 한다[3].
1960년대 Nowotny's group에 의해 제안된 MAX phase 는 M
n+1AX
n(n=1,2,3...) 의 화학식에 의거하여 전기전도성
*Corresponding Author: Myung Chang Kang, TEL: +82-51-510-2361, FAX: +82-51-510-7396, E-mail: [email protected]
및 열전도성이 뛰어난 금속의 장점과 내열충격성(Thermal shock resistance), 내화학성, 내마모성 등이 뛰어난 세라믹 의 장점을 동시에 가지는 독특한 소재로서 오늘날 2000년 대 이후 Barsoum 등에 의해 화학적, 물리적 성질에 대한 연구가 활발히 진행되고 있다. MAX phase중 티타늄(Ti)을 함유하고 있는 Ti-Al-N계 및 Ti-Al-C계 소재는 금속과 세라 믹의 장점으로 가장 가벼우면서도 산화저항성(Oxidation resistance) 이 커서 고온부품소재로 활용될 경우 많은 장점 을 가지고 있다[4, 5]. 최근 들어, 다양한 소결법을 이용하 여 Ti-Al-N 또는 C계의 소결체 제조를 통한 전기전도도 및 열전도도 등과 같은 재료의 물리적 특성과 경도, 파괴인 성과 같은 기계적 특성에 관한 연구가 진행되고 있으나[4, 6]
대부분 결정구조(Crystal structure) 및 미세구조(Micro- structure) 분석을 통한 재료의 미시적인 거동을 관찰하는 것에 국한되어 있는 실정으로, 이를 다양한 산업의 부품과 제품으로 응용, 확대시키기 위한 가공 기초 및 응용 연구 가 절실히 필요한 상황이다.
한편, 마이크로방전가공(Micro-electrical discharge ma- chining) 은 비접촉식 가공공정으로서 평균적으로 0.4 µm 이하의 좋은 표면조도를 가질 수 있어 고정밀도의 형상이 요구되는 부품에 적용가능하다고 보고되고 있다. 또한, 표 면특성에 영향을 미치는 중요한 방전가공인자는 전압 및 전류로서 방전가공인자에 따라 표면특성 또한 달라질 수 있다. 방전가공 중 발생하는 전압 및 전류의 신호를 센서 를 사용하여 획득하여 표면특성과의 관계를 분석하고자
하였지만[7, 8], 범용 가공조건에서의 방전가공을 적용하 여 다소 제한적인 가공영역에서만 활용가능한 결과이다.
따라서, 본 논문에서는 세라믹과 금속의 특성을 동시에 가지는 Ti
2AlN과 Ti
2AlC 소결체를 제조하기 위해 Ti, Al, TiN 과 TiC분말을 각각 1:1:1 비율로 합성한 후 방전플라 즈마 소결법(SPS, Spark Plasma Sintering)으로 제조하였 고, 제조된 Ti
2AlN과 Ti
2AlC 소결체에 대한 재료특성분석 을 위해 X-선 회절, SEM, 상대밀도, 경도, 전기전도도 및 열전도도를 측정하였다. 이러한 재료특성이 방전 가공표 면특성에 미치는 영향을 관찰하기 위해 Ti
2AlN 과 Ti
2AlC 소결체에 대해 마이크로방전가공을 수행하였다.
2. 실험 방법
2.1. Ti
2AlN와 Ti
2AlC 소결체 제조 및 특성평가
Ti
2AlN 및 Ti
2AlC 소결체의 제조와 특성평가는 그림 1 의 제조공정에 의해 진행되었다. Ti
2AlN의 제조에 사용된 분말은 Ti(99.5%, 10 µm), Al(99.8%, 3 µm), TiN(99.5%, 3 µm) 이며, Ti
2AlC 는 Ti(99.5%, 43 µm), Al(99.6%, 30 µm), TiC(99.5%, 3 µm)의 분말을 사용하였다. 각각의 분말은 Ti:Al:TiN= 1:1:1과 Ti:Al:TiC=1:1:1의 비율로 혼합하여 200 rpm 1.5시간동안 어트리션 볼밀링(Attrition ball milling)을 수행하여 균일하게 혼합하였고, 직경 30 mm의 흑연몰드에 넣어 SPS 장치(SPS-825, SPS Syntex Inc.)에서 제조하였다. 제조조건은 Ti
2AlN 소결온도 1250
oC, 압력 40 MPa, 유지시간 10분, 그리고 Ti
2AlC는 소결온도 1100
oC, 압 력 50 MPa, 유지시간 10분으로 하여 소결 제조하였다. 제조 된 소결체의 재료특성을 분석하기 위해 X-선 회절분석(X- ray Diffraction, D8 advance, Bruker) 을 이용하여 결정상을 확 인하였고, 주사전자현미경(Scanning Electron Microscope, S- 4800, Hitachi, Japan)을 이용하여 표면특성을 관찰하였다. 표 면조도를 측정하기 위해 광학현미경(Optical microscope, KH-8700, Hirox, Japan)을 이용하였다. 4-point probe(CMT- SR1000N, Advanced Instrument Technology, USA) 를 이용하 여 전기전도도를 측정하였으며 레이저섬광법(LFA-467, Netzsch, Germany)을 이용하여 열확산계수를 측정 후 열전 도도로 환산하였다. 또한 경도는 Vickers hardness(WMT-X, Matsuzawa, Japan)를 이용하였으며 밀도는 아르키메데스법 (SECURA224-1S, Germany) 을 이용하여 벌크밀도를 측정 후 이론밀도로 나누어서 상대밀도로 계산하였다. 상대밀도, 전 기전도도, 열전도도 등은 각각 5회 측정후 평균값으로 계산 하여 나타내었다.
2.2. 마이크로 방전가공 장치 및 가공특성평가
그림 2는 Ti
2AlN 및 Ti
2AlC 소결체의 표면특성평가를 Fig. 1. Schematic diagram for material evaluation and fabrication
of Ti
2AlN and Ti
2AlC ceramic composites.
위한 마이크로 방전가공장치 및 실험방법을 나타내었다.
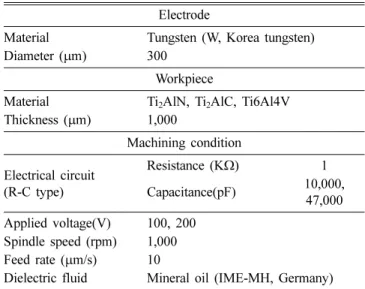
실험에 사용된 마이크로 방전가공기(Hyper-15, Hybrid precision, Korea) 는 마이크로 펄스 발생이 용이한 RC-type 의 전원공급장치를 사용하였으며 130 mm (X-axis) × 75 mm (Y-axis) × 75 mm(Z-axis) 의 이송거리를 가지고 있다. 서보 제어기(Servo controller)는 전극과 가공물이 수 µm 이내로 가까워지면 절연액(Dielectric fluid)의 절연강도를 넘어선 절연파괴가 진행되어 전극과 가공물 사이에 연속적으로 방전이 발생하며, 이때 원활한 방전을 위해 서보제어기는 방전 gap제어를 하여 일정한 방전 gap을 유지한다. 방전 가공 중 발생하는 전압, 전류신호를 획득하기 위해 전압신 호(1:1, 400V/700kHz)는 증폭기(Amplifier)를 통해서 획득 하였고, 전류신호는 1 mA/5 mV와 20V/700 kHz의 성능을 가지는 Hall sensor(CT-1, Tektronix)를 사용하였다. 발생되 는 신호의 증폭을 위해 신호변환장치(DAQP-HV, LV, DEWETRON)를 사용하였다. 전압, 전류의 세분화된 데이 터 획득을 위해서 DEWETRON사의 샘플링 주파수 5Ms/s, 분해능 16Bit의 A/D 컨버터(Orion0816-5M)와 계측전용 소프트웨어(DEWESoft 7.1)를 사용하였다. 가공형상은 100 µm의 가공깊이(Depth of cut)로 1,000 µm의 가공거리 (Length of cut)만큼 설정된 미세채널형상이다. 표 1에서와 같이 실험조건은 방전에너지의 주요인자인 전압 및 커패 시터를 변화시켰다. 또한, 전극직경 300 µm의 텅스텐 전 극과 두께 1,000 µm의 제조된 소결체를 사용하였으며 고 순도의 광물유(mineral oil)를 절연액으로 사용함으로서 극 간의 방전발생을 더욱 원활하게 하였다.
3. 실험결과 및 고찰
3.1. 고밀도를 가진 소결체의 재료특성
제조된 Ti
2AlC 와 Ti
2AlN 소결체 및 Ti6Al4V의 XRD 분 석을 그림 3과 같이 나타내었다. 본 연구에서 도입된 SPS 소결방법에 의해 제조된 소결체들의 결정상은 HP(Hot press) 또는 HIP(Hot istatic press) 등의 기존공정으로 보고 되고 있는 Ti
2AlN 및 Ti
2AlC 상과 잘 일치함을 알 수 있 었다. 또한 비교적 저온에서 급속소결이 가능한 장점이 있 어 Ti
2AlN과 Ti
2AlC가 소결온도 1400
oC이상에서 제조된 경우 상대밀도가 각각 99.07%[6]와 96.59%[9]에 비교해 보 았을 때 1250
oC 및 1100
oC에서도 고치밀화된 소결체의 제 조가 가능하다는 것을 확인할 수 있었다. 또한, 각 분말의 소결 반응은 다결정화의 형성에 기인하여 발생함을 알 수 있다[3].
표 2는 Ti6Al4V, Ti
2AlC 및 Ti
2AlN 소결체의 재료물성 Table 1. Experimental conditions for Micro-EDM process
Electrode
Material Tungsten (W, Korea tungsten) Diameter ( µm) 300
Workpiece
Material Ti
2AlN, Ti
2AlC, Ti6Al4V Thickness ( µm) 1,000
Machining condition
Electrical circuit (R-C type)
Resistance (K Ω) 1 Capacitance(pF) 10,000,
47,000 Applied voltage(V) 100, 200
Spindle speed (rpm) 1,000 Feed rate ( µm/s) 10
Dielectric fluid Mineral oil (IME-MH, Germany)
Fig. 2. Schematic diagram of experimental set-up and machining method in micro-EDM process.
Fig. 3. XRD pattern of sintered Ti6Al4V, Ti
2AlN and Ti
2AlC
materials.
을 나타내었다.
기존 상용소재인 Ti6Al4V 소재에 비해 소결체의 경도 및 용융점은 약 1.5배 정도 높고 전기전도도는 약 3배 높 게, 열전도도는 약 2배 높게 측정되었다. 이를 통해 Ti
2AlC와 Ti
2AlN는 금속과 세라믹의 특성을 동시에 가지 는 소결체임을 확인하였다.
3.2. 소결체의 방전가공특성
그림 4는 전압 및 커패시터에 따라 Ti6Al4V 합금 및 Ti
2AlN과 Ti
2AlC 소결체의 가공시간을 나타내었다. 전압 과 커패시터 증가에 따라 가공시간이 전반적으로 감소하 는 경향이 보이며 표 2에서의 전기전도도 및 열전도도의 경우 Ti
2AlN 소결이 가장 높았으며 가공시간 또한 가장 빨랐다. 이는 전기전도도 및 열전도도가 높을수록 방전가 공성능에 영향을 미친다는 것을 의미하며, Ti
2AlC와 Ti6Al4V 에 대해서도 이를 잘 반영하고 있다. 일반적으로 방전가공에서 가공특성에 영향을 미치는 인자는 전압과 커패시터로서 단발방전에너지 식 (1)에 따른다. 전압(V)은 방전갭(Spark gap)의 크기에 영향을 미치고 커패시터(C)는 방전흔(Crater)과 같은 표면특성에 영향을 미친다.
(1)
따라서 전압 및 커패시터가 증가하면 방전갭 증가 및 방 전흔의 크기 증가로 이어지고 이는 곧 재료제거량이 증가 하는 원인이 되어 가공시간이 감소할 수 있으나 만약 전 압 및 커패시터가 높을 경우 전극마모 및 표면조도가 증 가하여 표면특성에 악영향을 미친다.
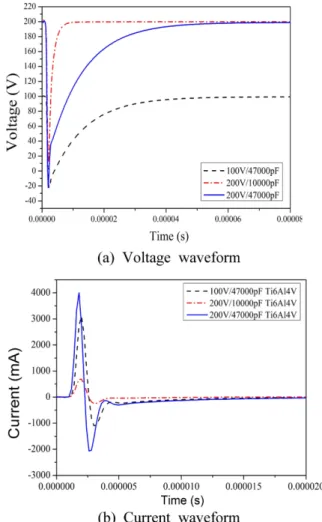
그림 5는 전압과 커패시터가 증가할 경우 가공시에 발 생하는 전압 및 전류의 신호파형을 획득한 그래프이다.
그림 5(a)에서 확인할 수 있듯이 커패시터가 증가하면 커 패시터가 저장할 수 있는 전압에너지의 양(level)이 증가 하기 때문에 전압이 가공물 표면에 인가된 후 커패시터에 충전되기까지의 시간이 길다. 이는 커패시터가 증가할수 록 낮은 커패시터에 비해 오랜시간 동안 가공물 표면에 높은 방전에너지가 전달되는 것을 의미하며 방전흔의 크 기, 즉 표면에 영향을 미친다는 것을 보여준다. 전압 또한 방전에너지 식 (1)에 의하면 방전에너지의 양을 결정하는 중요한 인자이며 커패시터가 높더라도 전압이 낮으면 이 또한 RC회로를 사용하는 방전가공특성에 영향을 미치므 로 방전가공 시 중요하게 고려해야한다. 그림 5(b)는 전압
Energy 1 2 ---CV
2=
Table 2. Comparisons of material properties for Ti6Al4V, Ti
2AlN and Ti
2AlC
Properties Ti6Al4V Ti
2AlN Ti
2AlC
Density (%) 98.8 98.8 98.6
Hardness (GPa) 3.5 6.3 5.1
Melting point (°C) 1,668 2,520 2,920 Electrical conductivity (S/m) 1.317 4.347 4.170 Thermal conductivity (W/m·k) 21.90 55.80 46.00
Fig. 4. Evaluation of machining time with cutting conditions and workpiece.
Fig. 5. Voltage and current waveform according to machining
condition of micro-EDM process.
및 커패시터가 증가할 경우 높은 정전용량에서 높은 전류 가 발생하는 것을 알 수 있다. 하지만, 전류가 발생하는 시 간은 같으며, 이는 앞서 설명한 바와 같이 커패시터가 크 면 전압에너지를 저장할 수 있는 공간이 많아진다는 의미 이다. 또한, 전극이 가공물에 수 µm 근처로 접근할 시 같 은 단위시간 동안 커패시터 크기에 따라 가공물 표면에 인가되는 전압에너지의 양이 다르다는 것을 의미하며 재 료의 전기전도도 및 열전도도에 따라서 방전에너지가 재 료에 전달되는 정도가 좋아질 수 있고, 이는 방전가공성 및 표면특성에 영향을 미칠 수 있다.
3.3. 소결체의 가공조건별 표면특성
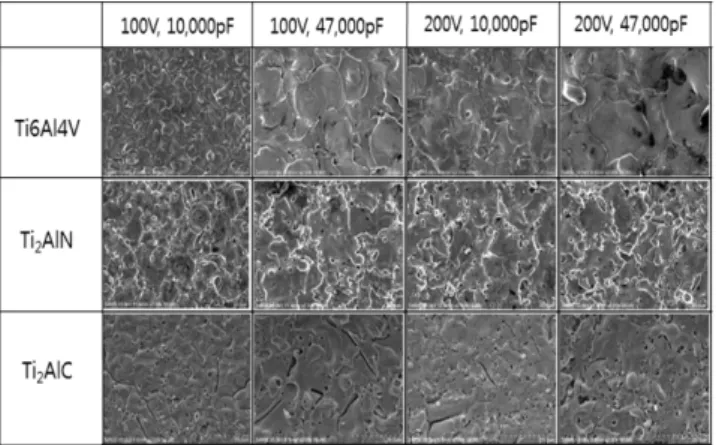
그림 6은 Ti
2AlN과 Ti
2AlC 소결체 및 Ti6Al4V 합금을 마이크로 방전가공 후 표면특성에 대해 주사전자현미경 으로 표면을 관찰한 이미지이며, 그림 7은 광학현미경을 사용하여 표면조도를 측정한 그래프이다. Ti
2AlN과 Ti
2AlC는 소결체로서의 재료특성을 고려하여 중심선평균 거칠기 R
a및 10점 평균거칠기인 R
z값을 각각 비교하였 다. 그림 6에서 전압과 커패시터가 증가함에 따라 Ti6Al4V 의 경우 방전흔의 크기가 커지는 것을 확인할 수 있다. Ti
2AlN과 Ti
2AlC 소결체 또한 마찬가지로 방전흔의 크기가 커지는 반면 Ti6Al4V의 표면특성과는 상당히 다 른 것을 확인할 수 있다. Ti
2AlN과 Ti
2AlC 소결체의 경우 높은 방전에너지가 전달될 경우 절연액의 냉각효과에 의 해 표면이 급속도로 냉각되며 보고되고 있는 바와 같이 잔류응력이 표면에 남게 된다[7]. 표면의 잔류응력이 재료 의 인장강도를 초과할 시 globules, microcrack, thermal spalling이 발견되는데 이는 주로 세라믹소재의 방전가공 표 면특성이다[10-13]. 본 연구에서 제조된 Ti
2AlN 과 Ti
2AlC 소결체는 방전가공조건에 관계없이 표면에 세라믹의 방전 가공 후 표면특성이 발견되었다. 이를 통해 세라믹의 재료 특성을 가지는 소재라는 것을 확인하였다.
그림 7은 방전가공조건에 따라 R
a와 R
z값을 소재에 따 라 나타낸 그래프이다. 전압과 정전용량이 증가할수록 표 면조도가 증가하는 경향이 있고, 높은 방전가공조건의 경 우(200V, 47,000pF) Ti6Al4V의 표면조도가 증가하는 것을 확인할 수 있었다. Ti
2AlC 소결체의 경우 Ra, Rz가 감소 하는 것을 확인할 수 있다. Ti6Al4V의 경우 낮은 열전도 도 및 전기전도도를 가지고 있으므로 방전에너지가 전달 되면 이를 재료가 흡수하질 못하고, 표면에 남게 되며 이 는 방전흔의 크기가 깊고 넓게 생성되어 표면조도가 상당 히 증가하는 원인이 된다고 보고되고 있다[14, 15]. 반면 Ti
2AlC 의 경우 그림 6에서 확인할 수 있듯이 세라믹의 특 성을 가지기 때문에 방전가공 메카니즘으로 방전에너지가 표면에 전달될 경우 microcrack의 전파로 인해 표면이 얇 은 박판형상으로 떨어져 나가는 thermal spalling 현상에 의해 오히려 표면조도가 감소하는 것으로 생각된다. 하지 만 Ti
2AlN 소결체의 경우 Ti
2AlC 와는 달리 Ti6Al4V의 표 면조도와 같은 경향을 보인다. 이는 표 2에서 확인할 수 있듯이 전기전도도 및 열전도도가 가장 높으며, 경도 또한 6.3 GPa로 가장 높은 것을 확인할 수 있다. 일반적으로 전 기전도도 및 열전도도가 높으면 방전가공성능이 좋아진다 고 알려져 있으나, 만약 소재의 경도가 높을 경우 전극의 마모가 더욱 심해진다고 보고되고 있다[16]. 이는 전극과 가공물간의 가공부스러기가 증가하는 원인이 되며 연속방 전이 아닌 2차방전의 결과로 이어진다고 생각된다. 이로 인해 전압과 정전용량이 증가할수록(방전에너지증가) 표 면조도가 증가하는 것으로 생각된다.
4. 결 론
Ti:Al:TiN 과 Ti:Al:TiC 분말의 몰 비율을 1:1:1로 혼합한 후 고에너지 방전플라즈마소결법을 이용하여 Ti
2AlN 과 Ti
2AlC 소결체를 제조하였다. 제조된 Ti
2AlN과 Ti
2AlC 소 Fig. 6. Surface property after micro-EDM according to variation
of machining condition and materials.
Fig. 7. Characteristics of observed machined surface roughness
according to EDM conditions and materials.
결체의 상대밀도는 98.80%와 98.60%로 고치밀화되었으 며, 경도는 6.3 GPa과 5.1 GPa로 측정되었다. 또한, 전기전 도도는 4.347 S/m와 4.170 S/m 였으며 열전도도는 55.80 W/
m·k 와 46.00 W/m·k으로 Ti6Al4V 합금에 비해 2~3배 높은 것을 확인할 수 있었다. Ti
2AlN 과 Ti
2AlC 소결체의 경우 Ti6Al4V 합금에 비해 약 2~3배 높은 전기전도도 및 열전 도도로 인해 마이크로방전가공시 Ti6Al4V 합금에 비해 가공시간 및 표면조도가 향상되는 것을 확인하였다. 또한 두 소결체에 있어서 Ti
2AlN의 높은 경도의 영향으로 Ti
2AlC 보다 높은전압과 높은 커패시터의 경우 표면조도가 2~2.5배 증가하였으며 Ti
2AlC의 경우 가공조건이 증가할 수록 표면조도가 감소하는 경향을 보였다.
감사의글
이 논문은 정부(미래창조과학부)의 재원으로 한국연구 재단-글로벌프론티어사업 (재)하이브리드 인터페이스기반 미래소재연구단의 지원을 받아 수행된 연구임(No.
2013M3A6B1078874).
References