J. Kor. Powd. Met. Inst., Vol. 20, No. 5, 2013 DOI: 10.4150/KPMI.2013.20.5.355
355
단결정 다이아몬드 공구에 의한 비철금속과 폴리머 소재의 마이크로 트렌치 가공특성 비교
최환진a·전은채a,b·최두선a,b·제태진a,b,*·강명창c
a한국기계연구원 나노공정연구실, b과학기술연합대학원대학교 나노메카트로닉스
c부산대학교 하이브리드소재 솔루션 국가핵심연구센터(융합대학원)
Comparison of Micro Trench Machining Characteristics with Nonferrous Metal and Polymer using Single Diamond Cutting Tool
Hwan-Jin Choia, Eun-chae Jeona,b, Doo-Sun Choia,b, Tae-Jin Jea,b,*, and Myung-Chang Kangc
aDevision of Nano-Mechanical Systems, Korea Institute of Machinery and Materials, Daejeon 305-343, Korea
bUniversity of Science and Technology(UST), Daejeon 305-350, Korea
cNational Core Research Center for Hybrid Materials Solution, Pusan National University, San 30, Jangjeon-Dong, Geumjeong-Gu, Busan 609-735, Korea
(Received August 20, 2013; Accepted August 23, 2013)
···
Abstract Micro trench structures are applied in gratings, security films, wave guides, and micro fluidics. These micro trench structures have commonly been fabricated by micro electro mechanical system (MEMS) process. However, if the micro trench structures are machined using a diamond tool on large area plate, the resulting process is the most effective man- ufacturing method for products with high quality surfaces and outstanding optical characteristics. A nonferrous metal has been used as a workpiece; recently, and hybrid materials, including polymer materials, have been applied to mold for display fields. Thus, the machining characteristics of polymer materials should be analyzed. In this study, machining characteristics were compared between nonferrous metals and polymer materials using single crystal diamond (SCD) tools; the use of such materials is increasing in machining applications. The experiment was conducted using a square type diamond tool and a shaper machine tool with cutting depths of 2, 4, 6 and 10 µm and a cutting speed of 200 mm/s. The machined surfaces, chip, and cutting force were compared through the experiment.
Key words: Rectangular diamond tool, Micro trench, Nonferrous metal, Polymer, Mold, Diamond tool
···
1. 서 론
단인 다이아몬드 공구를 이용한 가공기술은 뛰어난 재 료 제거율, 고품질의 가공표면, 간단한 가공 공정 등의 특 성을 가지고 있어, 각종 광학 부품 및 렌즈, 디스플레이 분 야의 도광판 및 프리즘 필름 등 초정밀 경면 미세 패턴 금 형 가공에 많이 적용되고 있다[1-2]. 그러나 다이아몬드 공구를 이용한 마이크로 패턴 가공에서도 가공소재 및 가 공조건에 따라 버(burr) 및 공구 변형의 문제가 발생한다
[3-7]. 이에 따라 Kim 등은 V형 다이아몬드 공구를 이용 하여 Ni 도금 층의 정밀 미세 가공 절삭성에 관한 연구를 하였으며[8], F Z Fang 등은 V형 다이아몬드 공구를 이용 하여 출구 버를 줄이는 연구를 하였고[9], Je 등은 직사각 형 공구를 이용하여 다이아몬드 공구의 변형 및 버에 관 한 연구를 수행하였다[10]. 이와 더불어 기존 폴리머 소재 의 직가공 제품을 비롯하여 최근에는 UV수지 성형용 투 명 금형 제작을 위한 폴리머 소재의 가공에도 다이아몬드 공구를 이용한 미세 패턴 가공기술이 요구되고 있다. 이와
*Corresponding Author : Tae-Jin Je, TEL: +82-45-868-7142, FAX: +82-42-868-7149, E-mail: [email protected]
PM Review
356 최환진·전은채·최두선·제태진·강명창
Journal of Korean Powder Metallurgy Institute (J. Kor. Powd. Met. Inst.) 같은 폴리머의 가공에는 코너 부의 뜯김과 상면 버의 문 제가 쉽게 발생하여 가공 공정 및 제품 성능에 큰 지장을 주고 있어 이에 대한 대책이 필요하다[11]. 그러나 지금까 지 경면 금형으로 많이 사용되는 비철금속 소재의 가공에 비하여 폴리머 소재의 미세 패턴 가공특성에 대한 연구는 많이 부족하였다.
이에 따라 본 연구에서는 비철금속 소재인 황동, 순동, 니켈과 투명 폴리머 소재인 PC, PVC, PMMA를 이용하여, 소재에 따른 초정밀 미세 패턴 가공 특성을 비교 분석하 고자 하였다. 가공실험은 폭 60 µm의 사각 다이아몬드 공 구를 이용하여 마이크로 트렌치(trench) 형상을 가공하며 가공조건에 따른 가공표면의 상태(상면 버, 코너 뜯김, 표 면조도) 및 절삭력 등을 비교하였다.
2. 실험장치 및 방법
2.1. 실험장치
그림 1은 본 실험에서 사용된 마이크로 플레이닝 가공 공정 장치의 구성도를 나타낸 것이다. 플레이닝 장치는 X, Y, Z축의 3축으로 구동되며 LM가이드를 통해 움직이며 각축의 최대 스트로크는 각각 900, 900, 200 mm이다. Y 축의 스테이지 위에 지그를 장착하여 가공소재를 장착할 수 있게 하였고 Z축에는 공구동력계(Kistler 9256C2)와 공 구를 장착하여 공구에 가해지는 절삭력을 측정할 수 있게 하였다. 공구동력계는 엠프를 통해 컴퓨터에 연결하여 실 시간으로 측정되는 절삭력을 관찰할 수 있게 하였다. 실험 에 사용된 공구(신진다이아몬드, MO07737)는 싱글 크리 스탈 다이아몬드로(SCD) 공구폭 60 µm, 공구길이 200 µm의 스트레이트 타입의 공구를 사용하였다.
2.2. 실험방법
그림 1과 같이 지그에 가공할 시편 6개를 설치하여 동 일조건 내에서 실험이 가능하도록 하였다. 트렌치 패턴을
가공하기 전에 노우즈반경 R10바이트를 이용하여 경면가 공을 하였는데 이는 설치된 시편의 평탄화를 위해서이다.
경면가공 후 경면 가공 결과를 확인하기 위해 조도측정기 (Form Talysurf, PGI 1240)를 이용하여 조도를 측정하여 각각 시편의 경면가공 상태를 확인하였다. 경면가공 후 각 시편마다 절삭깊이의 영향을 확인하기 위해 절삭깊이 1, 2, 4, 6, 10 µm로 트렌치 패턴을 가공하였다. 트렌치 패턴은 사 각 형상의 채널로 가공특성을 분석하기에 알맞은 형상이다.
실험에 사용한 가공조건은 표 1과 같고, 절삭속도는 앞서 발 표된 논문의 가공결과를 고려하여 가장 좋았던 200 mm/s의 속도[2]로 가공하였으며 이에 따른 결과를 SEM사진과 절삭 력, 표면조도를 통해서 분석하였다. 절삭력은 5회 가공된 절 삭력의 평균값을 사용하였고 표면조도는 중심선 조도(Ra)값 으로 5회 측정에서 평균값을 사용하였다.
표 2에 본 실험에 사용된 비철금속 3종과 폴리머 3종을 나타내었다. 비철금속 소재는 현재 성형용 몰드로 많이 사 용되며 절삭성이 잘 알려진 6:4황동, 니켈, 무산소동을 사용 하였고, 폴리머 소재는 UV 수지를 사용한 성형에 사용이 가 능한 투명 소재인 PMMA, PC, PVC를 사용하였다. 실험에 사용된 소재들은 인장강도, 연성, 경도의 범위가 다양하게 하여 이에 따른 영향의 비교가 잘 되도록 하였다.
2.3. 사각 다이아몬드 공구의 가공 메커니즘
그림 2는 사각 다이아몬드에 의한 가공 메커니즘을 분 석한 것이다. 공구가 피삭재를 지나가면서 칩이 발생하게 된다. 발생한 칩은 공구 진행 방향 쪽으로 구부러지면서 발생하게 되고 칩의 두께에 의해 옆면에서는 다이아몬드 공구에 의한 가공전에 칩 배출에 의해 전단력을 받게 된 Fig. 1. Schematic diagram of the experimental system.
Table 1. Specific cutting conditions of micro trench
Item Conditions
Cutting tool W60 µm straight diamond tool
Workpiece 6:4 Brass, Cu, Ni, PC, PVC and PMMA Cutting speed 200 mm/s
Depth of cut 1, 2, 4, 6, and 10 µm Cutting oil Mist oil (kerosene)
Table 2. Mechanical characteristics of nonferrous metals and polymer materials
Materials Tensile strength (Kg/mm
2)
Elongation (%)
Hardness (HV)
64 brass 25 10~45 100~150
Cu 22~25 49~60 80~100
Ni 42~56 30~50 500~600
PMMA 4.5 5~10 20~25
PC 6~7 90~140 10~15
PVC 6.5 15~35 15~20
단결정 다이아몬드 공구에 의한 비철금속과 폴리머 소재의 마이크로 트렌치 가공특성 비교 357
Vol. 20, No. 5, 2013 다. 이 힘에 의해 측면 벽이 먼저 분리되고 나중에 공구가
지나가게 되기 때문에 가공 소재의 인장강도 및 연성에 따라서 가공성의 차이가 발생할 것으로 예측된다.
3. 실험결과 및 고찰
3.1. 가공표면 특성
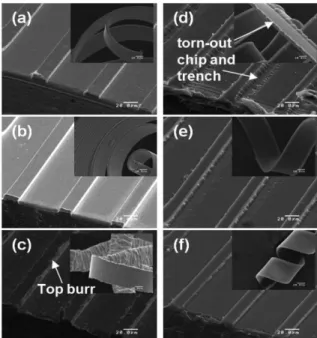
그림 3은 각각의 소재에 200 mm/s의 절삭속도와 10 µm 의 절삭깊이로 트렌치 패턴이 가공된 모습과 칩을 SEM을 통해 관찰한 것이다. 폴리머 소재에 비해서 금속소재의 가 공면이 트렌치의 벽면 뜯김이 적고 바닥면의 긁힘이 적었 다. 금속소재 중에서는 6:4황동의 가공결과에서 상면 버 및 표면 긁힘의 흔적이 가장 많이 나타났다. 폴리머 소재
중에서는 PMMA의 트렌치 벽면의 뜯김이 가장 적었고 PVC, PC 순으로 뜯김의 정도가 증가하였다. 이는 칩의 상 태에서도 예측할 수 있었다. 가공면의 상태가 좋은 Cu와 Ni의 경우에는 칩에서도 결점을 찾아 볼 수 없었지만 가 공면의 상태가 좋지 않을 경우 칩의 주름 자국(6:4 brass), 옆면의 뜯김 흔적(PC, PVC) 등을 볼 수 있었다.
절삭깊이 감소에 따른 비교를 위해 그림 4에 절삭속 도 200 mm/s, 절삭깊이 2 µm로 가공된 트렌치 패턴의 모습을 나타내었다. Cu의 경우 큰 차이 없이 가공성이 좋게 나타난 것을 볼 수 있었으며 Ni와, PMMA의 경우 절삭깊이가 작아지면서 트렌치 벽면의 뜯김이 감소하였 다. 64 brass와 PC소재는 절삭깊이의 감소에도 sharp 한 면이 나타나지 않고 뜯김 현상이 나타난 것을 확인 하였다.
이처럼 소재에 따라서 가공특성이 다르다 나타나는 것 은 각각의 소재가 가지는 기계적 성질에 의한 차이로 분 석된다. Jeon의 논문에 따르면 연성이 낮은 소재에서 우수 한 절삭성 및 적은 버(burr)가 발생되었다[12]. 금속소재의 연성값은 일반적으로 폴리머 소재에 비해 낮기 때문에 가 공 칩의 배출 과정에서 소성 변형량이 적고 이에 따라 전 단력을 받는 면적이 줄어 들기 때문에 버 및 표면의 뜯김 이 적은 것으로 판단된다. 따라서 연성값이 가장 크게 나 타난 PC의 경우, 표면과 칩의 상태에서 뜯김 흔적이 가장 크게 발생한 것으로 보이며 PMMA의 경우에는 폴리머 소 재임에도 불구하고 연성값이 작기 때문에 표면 뜯김이 다 른 폴리머 소재에 비해 작게 발생하였다.
Fig. 2. Machining mechanism of square type diamond tool.
Fig. 3. The machined surface and chip with cutting of speed 200 mm/s and cutting depth of 10 µm (a) Ni (b) Copper (c) 6:4 brass (d) PC (e) PVC (f) PMMA.
Fig. 4. The machined surface and chip with cutting of speed 200
mm/s and cutting depth of 10 µm (a) Ni (b) Copper (c) 6:4
brass (d) PC (e) PVC (f) PMMA.
358 최환진·전은채·최두선·제태진·강명창
Journal of Korean Powder Metallurgy Institute (J. Kor. Powd. Met. Inst.) 3.2. 표면조도 특성
그림 5는 R10의 다이아몬드 공구를 이용하여 경면가공 후 각 소재의 표면조도값을 측정한 것이다. 금속소재의 조 도값이 폴리머 소재에 비해서 미세하게 좋게 나타난 것을 확인할 수 있다. 금속소재 중에서 표면조도는 NI 의 Ra값 이 0.016 µm로 가장 낮은 값을 나타냈고 6:4 brass, Cu 순 으로 나타났다. 폴리머 소재의 경우 PMMA 의 Ra값이 0.03 µm로 가장 낮았으며 PVC, PC 순으로 나타났다.
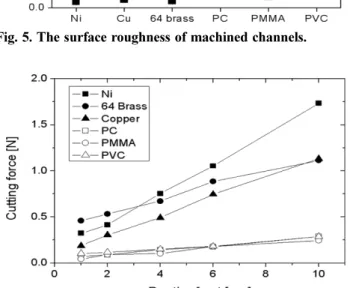
3.3. 절삭력 특성
절삭력은 다이아몬드 공구의 안정성을 확인하고 절삭상 태를 예측해 볼 수 있는 중요 한 요소이기 때문에 이에 대 한 분석이 필요하다. 그림 6은 각 소재별 가공깊이의 변화 에 따른 절삭력을 비교하였다. 금속소재의 절삭력이 폴리 머 소재의 절삭력에 비해 훨씬 큰 것을 볼 수 있다. 절삭 력은 Ni소재의 가공에서 가장 큰 값을 보였으며 황동, copper순 이였으며 폴리머 소재는 매우 작은 절삭력 값을 보였다. 이는 Kronenberg가 제시한 절삭력과 절삭면적, 인 장강도, 경도 간의 관계를 나타낸 식에 의해 설명할 수 있 다. 절삭력은 인장강도와 비례관계에 있기 때문에 인장강 도가 높은 금속소재에서 절삭력이 크게 나타났으며 상대
적으로 인장강도 값이 낮은 폴리머 소재는 절삭력이 낮게 나타남을 설명할 수 있다[13].
4. 결 론
본 연구에서는 비철금속과 폴리머 소재의 가공특성분석 을 위하여 사각 다이아몬드 공구에 의한 마이크로 트렌치 가공실험을 수행하여 다음과 같은 결론을 얻었다.
1) 트렌치 가공표면은 비철금속소재가 폴리머 소재에 비 하여 표면조도가 좋고, 상면 버가 적으며 트렌치 코너의 뜯김이 적어 우수한 결과를 보였다.
2) 비철금속의 가공결과 비교에서는 Cu, Ni 소재의 가공 표면이 brass 가공에 비하여 상면 버 및 코너 뜯김 현상이 적게 발생하였다. 폴리머의 가공결과 비교에서는 PMMA, PC, PVC 순으로 버 및 코너의 뜯김 현상이 적게 발생하 였다. 이는 칩이 분리되는 과정에서 경도와 연성에 의한 소성변형양의 차이에 의한 결과로 보여진다.
3) 절삭력은 비철금속 소재가 폴리머 소재에 비하여 크 게 나타났다. 이는 비철금속 소재의 인장강도가 폴리머소 재에 비해 큰 것에 기인한 것으로 보인다.
참고문헌