알루미늄 합금과 그 접합 방법
정도현·정재필† 서울시립대학교 신소재공학과
Aluminum alloys and their joining methods
Do-hyun Jung, and Jae Pil Jung†
Department of Materials Science and Engineering, University of Seoul, 163, Seoulsiripdae-ro, Dongdaemun-gu, Seoul 02504, Korea (Received June 22, 2018: Corrected June 25, 2018: Accepted June 27, 2018)
Abstract: Aluminum (Al) and its alloys have been used widely in a variety of industries such as structural, electronic, aerospace, and particularly automotive industries due to their lightweight characteristic, outstanding ductility, formability, high oxidation and corrosion resistance, and high thermal and electrical conductivity. Al have different kinds of alloys according to the various additional elements system and they should be selected properly depending on their effectiveness and suitability for their particular purpose. The major elements for Al alloys are silicon (Si), magnesium (Mg), manganese (Mn), copper (Cu), and zinc (Zn). In order for Al alloys to use for each industry, it is necessary to study of Al to Al joining and/or the Al to dissimilar materials joining to combine the individual parts into one. Many studies on joining technologies about Al to Al and Al to dissimilar materials have been performed such as press joining, bolted joint, welding, soldering, riveting, adhesive bonding, and brazing. This study reviews a variety of Al alloys and their joining method including its principles and properties with recent trends.
Keywords: aluminum, joining, dissimilar materials, welding, brazing
1. 서 론
전자기기의 프레임 및 자동차 차체 등에 사용되는 알 루미늄(Al)은 전성과 연성이 우수하고 표면에 형성되는 부동태 층으로 인해 내식성이 뛰어나며 열전도도 및 전 기전도도가 높아 전자 소재를 비롯하여 자동차, 우주항 공 분야 등의 다양한 분야에서 사용되고 있다.1)또한, 알 루미늄은 철강재료 대비 1/3 가벼운 장점으로 인해 자동 차 산업에서 차체 경량화 및 연비 향상을 위한 목적으로 도 현재 활발히 연구되고 있다.2) 즉, 알루미늄은 전자기 기의 프레임 및 차량의 경량화를 가능하게 하여 에너지 절감에 크게 기여하고 있으며, 전기자동차가 보편화되면 서 더욱 많은 알루미늄이 자동차 분야에 적용될 것으로 예상된다.
전자기기의 프레임 및 자동차의 경량화 실현 방법에는 크게 기존 소재 대비 가벼운 소재의 사용, 성형 및 가공 기술 개발 및 기존 부품 형태의 최적화 등의 방법이 있다.
그 중에서 소재를 변경하는 방법은 다른 방법에 비해 중 량 절감 효과가 가장 크기 때문에 최근에는 이러한 경량
화를 위해 알루미늄(Al), 마그네슘(Mg) 등 경량금속의 사 용량 증대와, 섬유강화플라스틱 등의 고분자 소재 사용 이 증가하고 있는 추세이다.3-4)
예를 들어, 국내 H사의 경우 자동차 경량화를 위해 신 규 차종에 초고장력 강판을 50%이상 확대 적용하고, 탄 소 섬유와 알루미늄 등 신소재 개발에 집중하여 2014년 대비 2020년에 연비 25% 이상 향상을 목표로 하고 있다.
또한, 해외 B사의 경우 알루미늄을 이용한 front end 모듈 을 제작하여 차체와 결합하는 하이브리드형 차체를 개발 하였고, J사 역시 SUV F-Pace 차체에 대부분 알루미늄 소 재를 적용하였다. 이러한 차량 경량화는 자동차의 연비 를 결정하는 핵심 요소로, 차량 경량화를 통해 연비 향상 뿐만 아니라 배기가스 배출 감소, 안정성 향상 등 전반적 인 차량 성능의 향상을 기대할 수 있다.
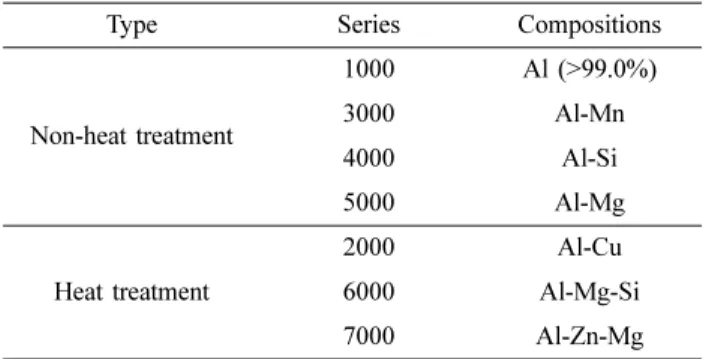
그러나 알루미늄은 철강재료 대비 강도가 낮아, 알루미 늄 합금을 제조하거나 열처리하여 사용한다. 알루미늄 합 금은 합금에 들어가는 원소의 종류나 양에 따라 1000에 서 9000번까지 번호를 매겨 구분한다. 또한, 알루미늄합 금은 열처리 여부에 따라 Table 1과 같이 열처리 합금과
†Corresponding author E-mail: [email protected]
© 2018, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
특집 : Joining of aluminum and its alloy
비열처리 합금으로 나뉘며, 이 중 비열처리형은 1000, 3000, 4000, 5000계로, 가공 경화(work hardening) 방법으 로 알루미늄의 강도를 향상시킬 수 있다.
전자기기의 프레임 및 자동차의 경량화를 위해 전자기 기 및 자동차 부품에 여러 가지 알루미늄 합금이 혼합되 어 사용됨에 따라 알루미늄 및 그 합금의 적용을 위해 각 부품을 하나로 합치기 위한 알루미늄-알루미늄 접합기술 및 알루미늄-이종재료 접합의 필요성이 증가하고 있다5-6). 따라서, 본 고에서는 전자기기의 프레임 및 자동차 경량 화 및 연비 향상을 위한 알루미늄 및 그 합금의 종류와 특징에 대해서 소개하고 알루미늄을 접합하기 위한 다양 한 방법과 그 특징들에 대해서 최신 동향과 함께 알아보 고자 한다.
2. 알루미늄 합금의 분류
일반적으로 알루미늄은 높은 연성으로 인해 구리(Cu), 실리콘(Si), 망간(Mn), 마그네슘(Mn), 아연(Zn) 등과 합금 하여 강도 향상 등의 특성을 얻는다.7-8) 알루미늄 합금은 첨가 원소에 따라 1000계열에서 7000계열로 분류되며, 그 밖에도 8000 및 9000 계열이 존재한다.9) Table 2에 각 계 열의 대표 알루미늄 합금을 그 특성과 함께 나타내었다.
본 챕터에서는 알루미늄 합금의 분류와 그 특성 및 적용 분야 등에 대해 알아보고자 한다.
2.1. 1000계 알루미늄 합금(Pure Al)
1000계 알루미늄 합금은 다른 원소의 함량이 1% 미만 인 거의 순수한 알루미늄으로, 순도에 따라 공업용 알루
미늄 합금(99.0~99.9%)과 고순도 알루미늄(99.9% 이상) 으로 분류된다. 1000계열 합금의 강도는 타 계열에 비해 낮지만 전기 및 열의 전도성이 좋고 가공성과 용접성이 우수하여 화학 장치, 열 교환기, 건물과 장식품의 마감재 및 반사체 등에 주로 사용된다.
2.2. 2000계 알루미늄 합금(Al-Cu계)
2000계 알루미늄 합금은 열처리형 알루미늄 합금으로, 알루미늄에 구리(Cu)를 약 5% 첨가한 Al-Cu계와 알루미 늄에 구리 및 마그네슘을 첨가한 Al-Cu-Mg으로 분류된 다. 2000계열 합금의 대부분은 용접성 및 브레이징성이 좋지 않으나, Cu를 다량 첨가한 알루미늄 2219 합금은 용 접이 가능하다.10-11) 일반적으로 Al-Cu계 합금은 내식성 이 좋지 않아 이를 개선하기 위해 순 금속 알루미늄을 압 연한 클래드 재를 이용할 수 있다. 2000계 대부분은 기계 적 강도와 가공성이 우수해 화물차 판넬벽, 항공기 구조 부품과 같이 무게 대비 큰 강도가 필요한 곳에 사용되며, 광학 부품 등의 용도로도 이용된다. 그러나, 2000계는 융 점이 약 530oC 수준으로 낮기 때문에 브레이징 용도로는 거의 사용되지 않고 솔더링용 모재로 주로 사용된다.
2.3. 3000계 알루미늄 합금(Al-Mn계)
대표적인 3000계 알루미늄 합금은 망간(Mn)을 1.3% 첨 가한 알루미늄 3003 합금으로 중간 정도의 강도를 가지 며, 가공성이 우수하여 조리기구, 저장 용기, 가구, 지붕 재료 및 고속도로 표지판 등에 주로 이용된다. 이 계열은 비열처리형이지만, 냉간 가공에 의해 다양한 성질을 얻 을 수 있고, 성형성과 내식성이 순 알루미늄과 유사하지 만 강도가 미세하게 높으며 용접성이 양호한 특징이 있 다. 현재 알루미늄 3003 합금 판재는 주로 직냉 주조법 (direct chill casting)으로 생산되지만, Martins 등은 제조 원 가 절감 및 특성 향상을 위해 알루미늄 합금 판재를 트윈 롤 캐스터(twin roll caster) 방법과 고온 압연 공정으로 Al3003 알루미늄 합금 판재를 제조하였으며12), Gunyuz 등도 같은 방법으로 Al3003 판재를 제조하여 개선된 부 식저항성을 갖는 Al3003 합금을 제안하였다.13)
2.4. 4000계 알루미늄 합금(Al-Si계)
알루미늄에 실리콘을 첨가하여 제조한 알루미늄 4000 계열의 대표 합금은 실리콘 12% 첨가한 알루미늄 4047 합금이며, 융점이 낮아 브레이징 용가재, 용접재료, 빌딩 외장용 패널 등으로 널리 사용된다. 그러나, 알루미늄 브 레이징 시 사용되는 Al4047 합금의 경우 융점이 약 577oC 이고, 알루미늄 합금의 모재는 그 융점이 약 600~650oC 범위이다. 통상적으로, 브레이징 공정은 용가재의 융점보 다 약 10~20oC 높은 온도에서 이루어지는데, 이 경우 알 루미늄 브레이징 시 모재에 열적 손상이 가해질 수 있어 서 융점이 낮은 새로운 용가재 개발이 필요하다. 저자들 은 알루미늄 브레이징용 용가재의 융점을 기존 대비 약 Table 1. Various Al alloys according to the major elements and
heat-treatment.
Type Series Compositions
Non-heat treatment
1000 Al (>99.0%)
3000 Al-Mn
4000 Al-Si
5000 Al-Mg
Heat treatment
2000 Al-Cu
6000 Al-Mg-Si
7000 Al-Zn-Mg
Table 2. Various Al alloys and their properties.
Alloys Melting point (oC)
Elastic modulus (MPa)
Thermal conductivity (C. G. S Unit)
99.9 Aluminum 660 68,600 0.52
1100 640~660 68,600 0.52
3003 640~655 68,600 0.38
5052 595~650 69,580 0.33
6061 580~650 68,600 0.37
7075 475~640 705,660 0.29
7.87% 저하시킨 알루미늄 브레이징용 용가재를 개발하 는데 성공하였다.14) 한편, Al-Si-Mg계 합금(4004 등)은 용 접 균열 억제 효과가 있기 때문에 Al-Cu계 합금 용접의 용가재로 사용될 수 있다. 그러나, 실리콘의 함량이 높아 질수록 합금의 기계적 특성이 저하된다. 이에 Guo 등은 Al4004 합금에 Sr을 0.04% 첨가하여 연성이 개선된 알루 미늄 합금을 제조하였다.15)
2.5. 5000계 알루미늄 합금(Al-Mg계)
알루미늄-마그네슘계인 5000계 알루미늄 합금은 Mg 첨가에 따라 강도가 증가하지만 가공성이 저하된다.
0.3~5%의 마그네슘(Mg)을 포함하며, Mg가 5% 이상 첨 가되면 응력 부식이 발생하기 쉬워 Cr, Mn 등을 첨가하 여 이를 방지한다.16)대표 합금은 Mg를 각각 2.5%, 4.5%, 4.4% 첨가한 5052, 5083, 5083 합금이며, 특히 5083합금 은 비열처리 형으로는 가장 높은 강도를 가지고, 용접성, 가공성 및 내부식성이 뛰어나 차량, 선박 및 화학 플랜트 용으로 많이 사용된다. Shanavas 등은 Al5052 합금의 용 접 라인을 따라 열 전도 및 확산을 제어하는 수중 마찰 용접을 제안하여 기존마찰 용접보다 개선된 인장강도를 갖는 용접을 완료하였으며17), Shim 등도 자기 펄스 용접 (magnetic pulse welding)방법을 이용하여 0.5 mm 두께의 Al5052 합금을 성공적으로 접합하였다.18)
2.6. 6000계 알루미늄 합금(Al-Mg-Si계)
열처리형 합금인 6000계열 알루미늄은 강도와 내식성 이 우수하고 가공성 및 용접성이 우수하여 건축재, 다리, 용접 건축물 등에 많이 이용되며, 특히 대표 합금인 6061 합금은 차량 및 건축재로 널리 사용된다. Chen 등은 Al6061 합금의 기계적 특성을 개선시키기 위해 합금에 Al2O3 세라믹 분말을 약 20% 첨가하여 강화 알루미늄 합 금을 제조하였으며19), Mishra 등도 Al6061 합금에 SiC 분 말을 5~35% 첨가하여 합금의 강도를 강화하였다.20) 그러
나, 6000계열 합금 중 6061 등 일부 합금은 상대적으로 융점이 낮고, Al-12%Si로 대표되는 브레이징 용가재 (filler metal)의 융점과 근접하여 브레이징 접합시 모재가 일부 열에 의해 쉽게 연화되는 단점이 있다.
2.7. 7000계 알루미늄 합금(Al-Zn-Mg계)
7000계열의 경우 열처리형 합금으로, 아연(Zn)이 주요 첨가 원소이며, 인장강도가 약 300 MPa 이상으로 용접성 이 우수하여 용접 구조재로 널리 사용된다. 대표 합금으 로는 Al-Zn-Mg-Cu계 합금인 7075 초두랄루민(Super Duralumin) 합금으로 두랄루민보다 첨가하는 Cu와 Mg 양이 많고 강도가 알루미늄 합금 중 가장 높은 것이 특징 이다. 항공기 구조재, 리벳, 일반 구조재 등의 용도로 널 리 사용된다. 그러나, 7000계 중 일부는 융점이 낮아 브 레이징용 모재로는 부적합하다.
3. 알루미늄의 접합 방법
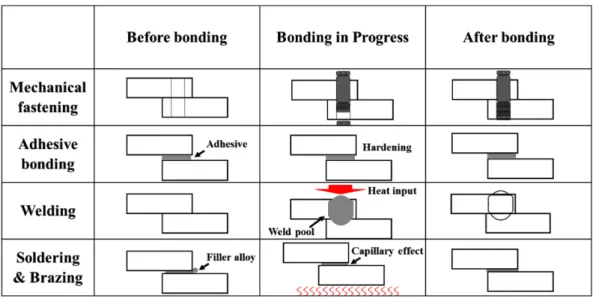
알루미늄 및 그 합금의 적용을 위해서는 각각의 부품 을 하나로 합치기 위한 알루미늄 동종 및 이종재료 접합 기술 연구가 필수이다. 알루미늄 접합을 위한 방법은 크 게 기계적 툴을 이용하여 접합하는 기계적 체결, 용접 등 의 금속학적 접합 및 무기 및 유기 접착제를 이용하여 접 합하는 접착제 접합으로 분류한다. 여기서, 금속학적 접 합은 접합하고자 하는 모재를 높은 열로 용융시켜 접합 하는 용융 용접, 두 금속을 융점 이하로 가열하여 접합하 는 고상 용접 및 모재는 용융시키지 않고 삽입금속을 용 융시켜 접합하는 브레이징 등이 있다. 이들의 대략적인 원리를 Fig. 1에 나타내었고, 그 특징을 Table 3에 서술하 였다. 본 챕터에서는 알루미늄 접합을 위한 각 방법의 대 표 방법 및 그 특징에 대해서 최근의 연구 동향과 함께 알아보고자 한다.
Fig. 1. Various bonding methods and their mechanism for Al bonding.
3.1. 기계적 체결
기계적 체결법은 접합하고자 하는 두 소재를 볼트, 너 트 등을 이용하여 접합면에 국부적인 소성변형을 가하여 접합하는 기계적인 접합 방법으로, 알루미늄 접합을 위 한 기계적 체결 방법으로는 크게 볼트, 압입, 리벳, 핀 접 합 등이 있다(Fig. 2 참조). 이 방법은 접합 소재 연결부에 홀 가공 여부에 따라 분류하며, 홀을 생성한 후 체결하는 방식은 리벳 방식과 볼트-너트 방법으로 분류한다.21) 그 중에서 리벳 접합은 한쪽 면을 사용하여 체결하게 되는 방법이고, 볼트 접합의 경우 너트와 함께 연결되기 때문 에 양쪽 면을 모두 이용한다. 홀의 생성 없이 직접적으로 접합하는 방식으로는 클린칭 공정, 셀프 피어싱 리벳 (SPR) 및 원 사이드 드릴법 등으로 나뉜다. 그러나 이 방 법들은 접합을 위한 일정 이상의 고 압력이 요구되므로 시편의 변형 등의 문제점을 초래할 수 있다.
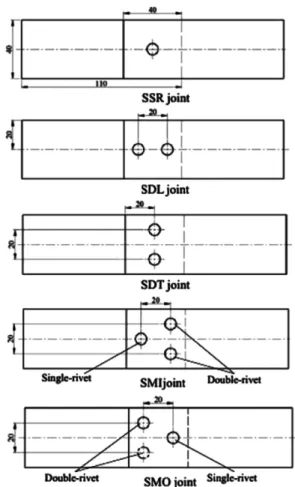
Xing 등은 서로 다른 5개의 리벳 패턴을 이용한 SPR 접합법으로 Al5052 합금을 접합한 후 그 기계적 특성을 평가하였다.22) 5개의 패턴은 하나의 리벳을 이용한 SSR 조인트, 2개의 리벳이 세로 방향으로 분포된 SDL 조인트, 2개의 리벳이 가로 방향으로 분산된 SDT 조인트, 3개의 리 벳이 있는 SMI 조인트(우측 이중 리벳, 좌측 단일 리벳) 및 3개의 리벳(좌측 이중 리벳, 우측 단일 리벳)이 있는 SMO 조인트이다(Fig. 3 참조). 그 결과, SPR 조인트의 강
도 및 연성은 리벳 개수와 패턴에 따라 영향을 받으며, 리 벳의 개수가 증가할수록 강도가 개선되어, 기존 공정 대 비 SDL과 SDT의 접합 강도는 각각 88.19%, 99.59% 개 선되고 연성은 각각 38.98%, 25.75% 상승하였다.
3.2. 용접
접합하고자 하는 두 개 이상의 금속을 서로 충분히 접 근시키면 금속 원자 간 인력이 작용하여 금속 원자간 결 합으로 인해 접합된다. 그러나, 이러한 접합을 위해서는 원자들을 약 10 nm 이내로 서로 근접시켜야 하며, 금속 표면에 있는 산화막을 제거해야 한다. 여기서, 접합하고 자 하는 두 개 이상의 금속 표면에 존재하는 산화막을 제 거하여 접합시키는 방법을 용접이라 하며, 주로 열을 이 용하여 산화막을 제거하고 금속을 용융시킨다. 1801년 아 크 열을 이용한 아크 용접이 용접법의 시초이며, 이 후 레 이저, 전기저항, 가스 등의 30개 종류가 넘는 열원이 개 발되어 현재까지 적용되고 있다. 용접에 필요한 구성 요 소로는 주로 접합하고자 하는 모재, 열원, 용가재 및 용 접기구 등이 있으며, 용접 방법으로는 크게 용융 용접, 고 상 용접 및 브레이징으로 구분한다.
3.2.1 용융 용접 (융접, fusion welding)
용융 용접법은 접합하고자 하는 두 금속의 접합부를 가 열한 후 용융시켜 접합하는 용접법으로, 크게 가스, 아크, 저항 및 레이저 용접으로 구분한다. 가스 용접의 경우 화 학적 에너지를 이용하고, 아크 용접은 전기적 에너지를 이용한 용접법이다. 그 중에서 현재 가장 널리 사용되고 있는 용접법으로는 아크 용접법이 있으며, 아크 용접에 는 텅스텐을 전극으로 사용하여 용가재를 아크로 용융시 켜 용접하는 TIG(tungsten inert gas) 용접, 텅스텐 전극 대 신 용가재 전극선을 연속적으로 공급하여 아크를 발생시 키는 불활성 가스 금속 아크 용접인 MIG(metal inert gas) 용접, 비교적 값이 저렴한 CO2 가스를 이용하는 CO2 용 접 등이 있다.23)
그러나, 용융 용접법은 모재를 융점 이상으로 용융시켜 접합하므로, 알루미늄-철계 이종소재 접합 시 Fe-Al 금속
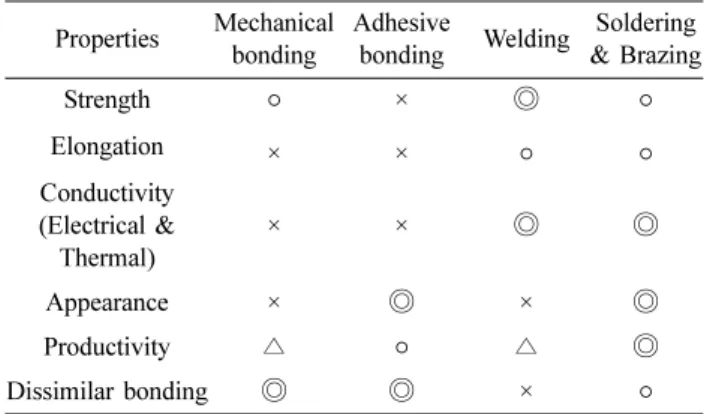
Fig. 2. Classification of mechanical fastening method for Al bonding.21) Table 3. Various bonding methods and their properties in the
automotive applications.
Properties Mechanical bonding
Adhesive
bonding Welding Soldering
& Brazing
Strength ○ × ◎ ○
Elongation × × ○ ○
Conductivity (Electrical &
Thermal)
× × ◎ ◎
Appearance × ◎ × ◎
Productivity △ ○ △ ◎
Dissimilar bonding ◎ ◎ × ○
간 화합물이 생성되어 접합부의 신뢰성을 크게 저하시킨 다. Fig. 4에 Fe-Al의 상태도를 나타내었으며, Table 4 용 접 시 형성되는 Fe-Al 금속간화합물 및 그 특성에 대해 나타내었다. 즉, 금속간화합물은 Fe3Al, FeAl, FeAl2, Fe2Al5, FeAl3 등이 존재하며, 각각의 경도 (Hv)값은 Fe3Al
= 330, FeAl = 470, Fe2Al5 =1013, FeAl3 = 892 정도이다.
금속간화합물이 성장하면 이 부분으로 취성파괴가 일어 나 강도 저하의 원인이 되므로 이를 수 μm 이하로 최소 화하는 게 바람직하다. 이러한 문제점을 해결하고자 Lu 등은 알루미늄-철계 이종소재 용접 중 열을 최대한 감소 시킨 저 에너지 입력(low energy input, LEI)용접법을 제 안하여 금속간 화합물의 두께를 3~4 μm로 감소시켰다.24)
① 아크 용접 (arc welding)
피용접재 금속과 전극 사이에 발생한 아크 열로 금속 을 가열하여 용융 접합시키는 방법으로, TIG 용접은 전 극으로 텅스텐을 사용하여 Ar, He 등의 불활성 가스를 분 사하면서 용접한다. 이 방법은 금속 산화물의 발생이나 불순물의 혼입이 적으며, 2 mm 이하 강판의 알루미늄, 스 테인리스강의 용접에 적합하다. 아크 및 용융지가 불활 성 가스 분위기에 의해 보호되어서 아크의 안정성, 등의 특성이 우수하다. Lin 등은 TIG 용접법을 이용하여 아연 도금강판과 알루미늄 합금의 이종소재 접합을 Fig. 5와 같이 실시한 후 인장 시험을 실시하여 접합 강도를 평가 하였다.25) 그 결과, 용접부의 평균 인장강도는 90 MPa로 측정되었으며 파단은 용접부의 seam/Al 합금 부분에서 발생하였다.
한편, 두께가 두꺼운 금속은 소모성 전극의 MIG용접을 사용한다. Sevim 등은 MIG 용접법을 이용하여 Al6061과
Fig. 4. Fe-Al phase diagram.
Fig. 3. Geometries of tools and SPR joints with different rivet distribution patterns.22)
Table 4. Various Fe-Al intermetallic compounds (IMCs) and their properties.
IMC Percentage composition of Al (at%)
Density (ρ/(g·cm-3))
Microhardness (HV)
Fe3Al 25 6.67 250~350
Fe2Al7 63 - 650~680
FeAl 50 5.37 400~520
FeAl2 66~67 4.36 1000~1050
Fe2Al5 69.7 ~ 73.2 4.11 1000~1100
FeAl3 74 ~ 76 3.95 820~980 Fig. 5. Appearance of the lap joint for (a) sample 1 and (b) sample 2.25)
Al7075 합금을 aging 온도 및 시간에 따른 인장 시험을 실시하여 접합 강도를 평가한 결과, 시효 시간이 증가할 수록 인장강도는 증가하는 경향을 보고하였다.26)
TIG, MIG 용접은 비철, 스테인레스강 용접에 적절하며, 아크의 안정성, 용착금속의 특성이 대단히 우수하지만 TIG, MIG 용접은 아르곤 등 불활성 가스를 보호가스로 사용하므로 가스비가 비싸다. 또한 TIG 용접은 용접속도 가 느리고 후판에는 적용이 어렵고 CO2 용접은 보호가스 가 저가이고, 생산성이 높다. CO2 용접은 아크가 상대적 으로 불안정하고 스패터 발생이 많다.
② 레이저 용접(lase welding)
레이저용접은 레이저광선의 출력을 응용한 용접방법으 로, 광학계 렌즈에 의하여 적당히 집광하면 전자빔과 거 의 비슷한 에너지 밀도를 얻을 수 있는 레이저의 성질을 이용하여 이를 전자빔과 같이 용접의 가공열원으로 사용 한다. 용접방법으로는 방전관에서 발생하는 flash가 루비 듐 결정(Al2O3 +15% Cr) 중의 크롬원자에 의하여 자려발 진(self-oscillation)이 일어나고, 결정을 지나는 도중 증폭 되어 아주 격렬한 빛이 된다.27) 이 빛을 렌즈를 통해 집 중시키고 그 열에너지를 이용한다.
레이저 용접은 깊고 좁은 용접이 가능하여 다양한 접 합형상 또는 두께의 모재를 용접 할 수 있고, 모재 용접 부의 열변형이 매우 적어 전자회로 등 열에 매우 민감한 부품의 용접이 가능하다. 또한, 모재 용접부의 열입력이 낮아 결정성장에 따른 금속학적 조직파손 혹은 열 영향 부를 줄일 수 있고 아크 필렛 용접에 비해 정밀한 용접이 가능하므로 피로강도나 인장강도가 개선된다. 한 번에 한 쪽 방향에서 여러 모재의 겹치기용접이 가능하며 빠른 용 접 속도로 생산성이 향상된다.
그러나, 용접부위 매칭이 좋지 않으면 충전 와이어를 사용하더라도 언더컷(undercut)이 생기며, 정확한 레이저 빔 정렬을 하지 않으면 Fig. 6과 같은 용접불량이 발생할 수 있다. 또한, 작업자의 안전을 위해 레이저 빔 차단장 치 등의 별도의 시설이 필요하며 다른 용접장비와 비교 해 볼 때 구매 및 유지비용이 비싸다. 레이저 용접은 주 로 자동차의 파워트레인, 차량 안전 및 엔진제어를 위한 센서 부품, axletree, fitting, bearing, 시트 및 내부 인테리 어 부품 등의 자동차의 전반적인 부분에 적용되고 전자 부품 실장 분야에서 부품을 손상시키지 않고 정확한 부
분에 실장할 수 있는 기술인 레이저 용접을 사용한다.
3.2.2. 고상 용접 (solid state welding)
고상 용접법은 두 금속의 융점 이하로 가열하여 접합 부를 용융시키지 않고 접합하는 방법으로, 보통 기계적 인 압력을 필요로 하는 용접법이다. 즉, 접합하고자 하는 금속 면을 원자의 인력이 작용할 수 있는 거리에 위치시 키고 밀착하여 접합하며, 확산 용접(diffusion welding), 마 찰 용접(friction welding), 초음파 용접, 폭발 용접(explosive welding) 등이 고상 용접법에 속한다. 이 용접법은 두 금속 의 융점 이하로 가열하기 때문에 접합부의 금속간 화합 물 생성을 최소화할 수 있는 장점이 있다.
그 중에서도 마찰용접은 고정된 피용접재와 회전하는 피용접재를 가압시켜 접촉면에서 발생하는 마찰열을 이 용하여 소성변형을 일으켜 접합하는 용접방법이다. 실험 재료는 모두 원하는 직경에 맞춰 선반으로 가공한다. 마 찰용접 직전에 용접면을 정밀하게 선삭 가공하고 이물질 제거를 위해 세척액으로 세척한다. 마찰용접법은 접합강 도가 우수하고, 신뢰성이 좋으며, 결정의 조대화나 금속 간 화합물이 생기기 어렵고, 모재부에 미치는 열 영향이 적어 용접으로 인한 변형이 작고 치수정밀도가 높다. 또 한 이종재료의 접합이 용이하고 마찰용접부는 인장강도, 피로강도는 모재와 동등 이상으로 우수하다. Sakurada 등 은 6061 알루미늄 합금의 마찰 용접 시 외부 냉각수를 사 용하여 용접 강도를 향상시켰으며, Sabari 등은 2519 알 루미늄 합금의 수중 마찰용접을 실시하여 접합부의 강도 를 개선시켰다.28-29) 그러나 모재형상의 제한, 길이가 긴 모재, 회전시킬 수 없는 모재, 비대칭 모재, 무거운 무게 의 모재 등은 적용 곤란하며, 용접부의충격인성은 낮은 경우가 많다.
3.3. 접착제 접합(Adhesive bonding)
경량화를 위한 소재 중 고분자 플라스틱의 사용이 증 가함에 따라 접착제를 이용한 접합법에 대한 관심이 증 가하고 있다. 접착제를 이용한 접합은 합성수지, 천연수지 및 고무 등을 이용하여 두 소재를 접합하는 방법으로, 기 계적 체결법과는 달리 접합 전 홀을 생성할 필요가 없지 만, 접합 강도가 나쁘고 내열성 등의 문제가 있다. 또한, 양호한 접합부를 위해서는 적절한 접착제가 선택되어야 하며, 접합 전 소재의 표면 상태도 대단히 중요하다. 다 시 말하면, 금속 표면에 존재하는 산화 피막이나 불순물 등이 효과적으로 제거되어야 하며, 이를 제거하는 방법 으로는 연마제 등을 이용한 기계적 제거, 에칭 용액 등을 이용한 화학적 제거법 등이 있다.
3.4. 브레이징
브레이징 (brazing)이란 450oC이상의 용융점을 가지는 용가재(filler metal)를 사용하여, 접합 하고자 하는 모재의 용융점 이하에서 가열해 모재는 용융되지 않고 용가재만 Fig. 6. (a) Al-Fe dissimilar bonding with a laser welding and (b)
magnification of (a).
용융시켜 접합하는 방법으로, 450oC이하에서 동일한 원 리로 접합하는 것은 솔더링(soldering)이라 한다. 이때, 용 가재는 모세관 현상(capillary effect)에 의해 모재 틈새로 침투(penetration)하여 모재를 적신다(Fig. 7 참조). 이 모 세관 현상은 수 초 이내에 발생하며, 양호한 모세관 현상 을 위해서는 0.05~0.2 mm 범위의 접합부 폭이 필요하다.
한편, 용융된 용가재가 빨려드는 높이는 아래의 식으로 표현할 수 있다.30)
(1)
위 식에서, H는 용가재가 빨려드는 높이, γ는 표면 장 력, θ는 용가재와 금속면의 접촉각, D는 접합부 폭, ρ는 용융된 용가재의 밀도, g는 중력가속도이다. 모세관 현상 을 이용하여 브레이징 시 모재가 충분히 가열되지 않으 면, 용가재가 균일한 침투를 하지 못하거나 접합부 중간 에서 응고될 수 있으므로, 이를 예방하기 위해서는 접합 부의 비교적 넓은 면적 가열이 필요하다.
또한, 모재를 적시는 정도를 용가재의 모재에 대한 젖 음성(wettabilitty)으로 나타낼 수 있으며, 젖음성은 다양한 변수의 영향을 받으며 브레이징에서 사용되는 용가재의 중요한 특성 중 하나이다. 젖음(wetting)은 용가재가 모재 표면에 젖는 정도를 나타내는 용어로, 고체 표면에서 액 체가 계면 원자간 상호작용에 의해 퍼지는 현상을 의미 한다. 젖음이 발생하지 않으면 용가재는 접합부 간극(joint gap)으로 침투하는 것이 불가능한데, 젖음성은 용가재와 모재의 종류 및 공정 조건에 따라 달라지므로 브레이징 재료 및 공정 연구에서 필수적인 요소이다.
알루미늄 브레이징은 플럭스(flux) 유무에 따라 크게 두 가지 방법으로 분류된다. 먼저, 플럭스를 사용하는 브레 이징으로는 로(furnace) 브레이징, 침지(dip) 브레이징, 유 도(induction) 브레이징, 토치(torch) 브레이징 등이 있고, 플럭스를 사용하지 않는 브레이징은 불활성 가스 브레이 징, 진공 브레이징 등이 있다. 토치 브레이징은 불꽃을 사 용하여 Al-Si 알루미늄 용가재와 알루미늄 모재를 접합 하는 방법으로, 국부 가열이 가능하고 설비가 적지만 온 도 제어가 힘들어서 적용이 힘든 단점이 있다.
브레이징에 주로 사용되는 플럭스는 염화물계와 불화
물계가 있다. 염화물계는 부식성이 있으므로, 브레이징 후 그 잔사를 제거하여야 하고, 불화물계는 부식성이 없 으므로 브레이징 후 잔사를 제거할 필요가 없다.
Iniesta 등은 가열 시간, 불꽃의 세기, 가스의 종류 등의 인자가 알루미늄 토치 브레이징에 미치는 영향성에 대해 연구하였다.31)브레이징 외에 솔더링으로는 Wei 등이 Zn- Al 용가재 함량별로 제조한 후 Fig. 8과 같이 Al3003 합 금을 토치로 솔더링 접합하였다.32)
한편, 알루미늄은 브레이징이 어려운 재료인데, 이는 알루미늄 표면의 산화막(Al2O3)과 낮은 융점 때문이다. 알 루미늄 표면의 안정한 산화막은 브레이징 공정에서 젖음 성을 저하시키며, 알루미늄과 그 합금 모재는 용가재와 온도차이가 작아 브레이징 공정에서 모재손상의 위험성 이 높다. 즉, 알루미늄 합금은 Al4047 용가재와 모재간의 융점차이가 적어 브레이징 공정에서 모재 손상이 발생하 기 쉬우므로 주의하여야 한다.
고온에서 알루미늄 표면의 산화막은 그 성장 속도가 빨 H 2γcosθ
Dρg ---
=
Fig. 7. Schematic diagram of the brazing: (a) before bonding, (b) bonding in progress, and (c) after bonding.
Fig. 8. Optical images of Al3003 joints brazed with Zn-Al filler metal: (a) Zn-98%Al, (b) Zn-95%Al, (c) Zn-88%Al, (d) Zn-85%Al, and (e) Zn-80%Al.32)
라, 용융된 용가재가 접합부 간극(joint gap)으로 침투하 는 것을 억제하여 접합 불량을 야기한다. 알루미늄 소재 는 500~600oC에서 1 μm 두께의 산화막을 만드는데, 알루 미늄 산화막은 화학적으로 안정해서 제거하기가 힘들다.
따라서 알루미늄 브레이징 공정에서는 환원성이 강한 불 소(F), 염소(Cl)계열 플럭스를 사용할 수 있다. 전술한 바 와 같이 염화물계 플럭스는 부식성이 강해 접합 후 잔사 물(residue)을 세척하지 않을 경우 접합부를 훼손시킬 수 있다.
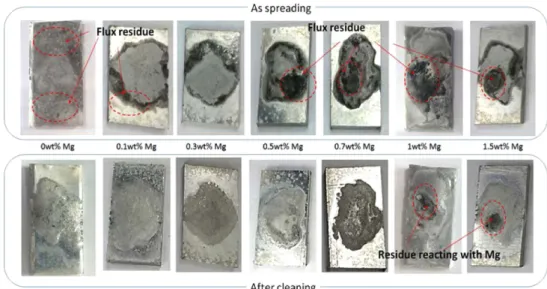
Fig. 9에는 Mg 함량에 따른 flux 잔사거동을 나타내었 다. 플럭스가 반응하고 남는 잔사물은 미접합부로 빠져 나가야 하는데, Mg 성분에 의해 플럭스의 흐름성이 저하 되어 용융된 솔더 중심에서 반응한 것을 볼 수 있다. 플 럭스는 용가재의 성분과 모재 성분에 맞는 사용하는 것 이 좋다.
브레이징은 타 접합기술에 비해 강한 접합강도, 심미성, 기밀성, 세척성, 높은 생산성, 공정 편이성 등의 장점을 가지고 있으며, 이종재료 간의 전기적, 열적 연결을 갖는 접합부를 형성시키는 것이 용이하다. 이러한 장점과 함 께 브레이징법은 알루미늄-이종금속 부품 접합이 가능하 여 전자기기의 프레임, 자동차 경량화를 위한 자동차 접 합 분야 등에서 오랜 기간 접합 연구가 수행되어 왔다. 알 루미늄-이종금속의 브레이징에서는 순수 알루미늄과 스 테인리스강 혹은 합금강의 브레이징이 가능하며, 알루미 늄 5000계열도 가능한 편이며, 6000계열은 까다로운 편 이다. 저자들은 Fig. 10과 같이에 유도 브레이징법을 이 용하여 Al3003 합금과 주철의 이종소재 브레이징을 완료 하였다. 알루미늄-철계 브레이징의 경우에도, 브레이징 조건에 따라 접합계면에 경하고 취성이 있는 Fe-Al 금속 간 화합물이 다양하게 생성되므로, 알루미늄-스테인리스 강 혹은 합금강의 이종 브레이징을 위해서는 적절한 브 레이징 용가재 확보와 브레이징 조건을 최적화할 필요가 있다.
4. 결 론
본고에서는 전자기기의 프레임이나 자동차 부품의 경 량화 등을 위한 알루미늄 합금의 종류와 그 접합 방법을 최근 연구 동향과 함께 소개하였다. 최근 전자기기 및 자 동차 분야에서 가장 중요한 화두 중 하나는 연비 향상 및 환경규제를 위한 자동차 차체의 경량화이다. 알루미늄 및 그 합금은 그 무게가 철강 재료의 1/3 수준으로, 우수한 내식성으로 인해 경량화를 위한 재료로 널리 사용되고 있 다. 이러한 알루미늄 및 그 합금의 적용을 위해서는 알루 미늄 동종 혹은 이종 소재를 서로 접합하는 기술이 필수 이다. 본 고에서 제안한 최신 기술들과 각각의 알루미늄 합금에 대한 특징을 이해한다면 결함을 최소화한 알루미 늄 합금의 동종 및 이종소재 접합을 달성할 수 있을 것으 로 기대한다.
References
1. P. Ebrahimzad, M. Ghasempar, and M. Balali, “Friction stir processing of aerospace aluminum alloy by addition of carbon nano tube”, Trans. Indian. Inst. Met., 70(9), 2241 (2017).
Fig. 9. Residue behavior of flux after spreading test.
Fig. 10. Dissimilar Al-cast iron brazing using induction heating furnace.
2. I. N. Fridlyander, V. G. Sister, O. E. Grushko, V. V. Berstenev, L. M. Sheveleva, and L. A. Ivanova, “Aluminum alloys:
Promising materials in the automotive industry”, Met. Sci.
Heat Treat., 44(9), 365 (2002).
3. J. H. Park, K. J. Kim, J. W. Lee, and J. K. Yoon, “Light- weight design of automotive suspension link based on design of experiment”, Int. J. Auto. Technol., 16(1), 67 (2015).
4. H. T. Kim and S. C. Kil, “High efficient welding technology of the car bodies”, J. Weld. Join., 34(4), 62 (2016).
5. S. M. Emami, M. Divandari, H. Arabi, and E. Hajjari, “Effect of melt-to-solid insert volume ratio on Mg/Al dissimilar met- als bonding”, J. Mater. Eng. Perf., 22(1), 123 (2013).
6. Z. Zhu, K. Y. Lee, and X. Wang, “Ultrasonic welding of dis- similar metals, AA6061”, Int. J. Adv. Manuf. Technol., 59(5), 569 (2012).
7. A. Sharma, Y. S. Shin, and J. P. Jung, “Influence of various additional elements in Al based filler alloys for automotive and brazing industry”, J. Weld. Join., 33(5), 1 (2015).
8. A. Sharma and J. P. Jung, “Possibility of Al-Si brazing alloys for industrial microjoining applications”, J. Microelectron.
Packag. Soc., 24(3), 1 (2017).
9. A. Sharma and J. P. Jung, “Aluminium based brazing fillers for high temperature electronic packaging applications”, J.
Microelectron. Packag. Soc., 22(4), 1 (2015).
10. D. Y. Su, H. J. Jin, and S. J. Wu, “Microstructure and mechan- ical properties of 2219 aluminum alloy VPTIG welds during cyclic thermal treatment”, Rare Metals, (2015).
11. L. Q. Niu, X. Y. Li, L. Zhang, X. B. Liang, and M. Li, “Cor- relation between microstructure and mechanical properties of 2219-T8 aluminum alloy joints by VPTIG welding”, Acta Metall. Sin. (Engl. Lett.), 30(5), 438 (2017).
12. J. P. Martins, A. L. M. Carvalho, and A. F. Padilha, “Micro- structure and texture assessment of Al–Mn–Fe–Si (3003) alu- minum alloy produced by continuous and semicontinuous casting processes”, J. Mater. Sci., 44(11), 2966 (2009).
13. M. Gunyuz, H. Mollaoglu, and A. Ulus, “Improvement of corrosion resistance in modified 3003 aluminum alloys pro- duced by twin roll casting under different casting parameters”, Light Metals, 1255 (2015).
14. A. Sharma, M. H. Roh, D. H. Jung, and J. P. Jung, “Effect of ZrO2 nanoparticles on the microstructure of Al-Si-Cu filler for low-temperature Al brazing applications”, Metall. Mater.
Trans. A., 47(1), 510 (2016).
15. E. Guo, G. Cao, Y. Feng, L. Wang, G. Wang, and X. Lv, “Mod- ification of Sr on 4004 aluminum alloy”, JOM, 65(5), 613 (2013).
16. S. Niu, S. Chen, H. Dong, D. Zhao, X. Zhang, X. Guo, and G. Wang, “Microstructure and properties of lap joint between aluminum alloy and galvanized steel by CMT”, J. Mater. Eng.
Perf., 25(5), 1839 (2016).
17. S. Shanavas, J. E. Raja, and N. Murugan, “Weldability of marine grade AA 5052 aluminum alloy by underwater friction stir welding”, Int. J. Adv. Manuf. Technol., 95(9), 4535 (2018).
18. J. Shim, B. Kang, and I. Kim, “Characteristics of 5052 alu- minum alloy sheets joint using electromagnetic force”, J.
Mecha. Sci. Technol., 31(7), 3437 (2017).
19. S. P. Chen, K. M. Mussert, and S. V. Zwaag, “Precipitation kinetics in Al6061 and in an Al6061-alumina particle com- posite”, J. Mater. Sci., 33(18), 4477 (1998).
20. A. K. Mishra, and R. K. Srivastava, “Wear behaviour of Al- 6061/SiC metal matrix composites”, J. Inst. Eng. India Ser.
C, 98(2), 97 (2017).
21. Y. Kim, K. Park, and S. Kwak, “Mechanical fastening and joining technologies to using multi mixed materials of car body”, J. Weld. Join., 33(3), 12 (2015).
22. B. Xing, X. He, K. Zeng, and Y. Wang, “Mechanical prop- erties of self-piercing riveted joints in aluminum alloy 5052”, Int. J. Adv. Manuf. Technol., 75(1), 351 (2014).
23. F. Ding and H. Yong, “Study on activating TIG welding for aluminium alloys”, Weld. World., 49(1), 22 (2005).
24. Z. Lu, P. Huang, W. Gao, Y. Li, H. Zhang, and S. Yin, “ARC welding method for bonding steel with aluminum”, Front.
Mech. Eng. China., 4(2), 134 (2009).
25. S. Lin, J. Song, G. Ma, and C. Yang, “Dissimilar metals TIG welding-brazing of aluminum alloy to galvanized steel”, Front. Mater. Sci. China., 3(1), 78 (2009).
26. I. Sevim, F. Hayat, Y. Kaya, N. Kahraman, and S. Sahin, “The study of MIG weldability of heat-treated aluminum alloys”, Int. J. Adv. Manuf. Technol., 66(9), 1825 (2013).
27. G. Turichin, E. Valdaytseva, and I. Tzibulsky, “Simulation and technology of hybrid welding of thick steel parts with high power fiber laser”, Phys. Procedia., 12(A), 646 (2011).
28. D. Sakurada, K. Katoh, and H. Tokisue, “Underwater friction welding of 6061 aluminum alloy”, J. Jpn. Inst. Light Met., 51(1), 2 (2002).
29. S. Sabari, S. Malarvizhi, V. Balasubramanian, and G. Reddy,
“Experimental and numerical investigation on under-water friction stir welding of armour grade AA2519-T87 aluminium alloy”, Deff. Technol., 12(4), 324 (2016).
30. S. Lee, D. H. Jung, and J. P. Jung, “Aluminum brazing and its principle”, J. Microelectron. Packag. Soc., 24(4), 1 (2017).
31. A. Iniesta, D. Mendoza, J. Romero, and L. Gonzalez, “Multi- objective optimization of an aluminum torch brazing process by means of genetic programming and R-NSGA-II”, Int. J.
Adv. Manuf. Technol., 91(9), 4117 (2017).
32. D. Wei, X. Bai, L. Yuan, L. Bin, and W. Qing, “Torch brazing 3003 aluminum alloy with Zn-Al filler metal”, Trans. Non- ferrous Met. Soc. China., 22(1), 30 (2012).
• Do-Hyun Jung
• Department of Materials Science and Engineering University of Seoul, Seoul 02504, South Korea
• Research Interests: Electroplating, Packaging, TLP Bonding
• E-mail: [email protected]
• Jae-Pil Jung
• Department of Materials Science and Engineering University of Seoul, Seoul 02504, South Korea
• Research Interests: Microjoining, Electroplating, Brazing
• Email: [email protected]