열간압출을 이용한 고신뢰성 n형 Bi-Te-Se계 열전소자 제조
황정윤1 · 김용남2,† · 이규형1,†
1연세대학교 신소재공학과
2한국산업기술시험원 재료기술센터
Preparation of n-type Bi-Te-Se-based Thermoelectric Materials with Improved Reliability via hot Extrusion Process
Jeong Yun Hwang1, Yong-Nam Kim2,†, and Kyu Hyoung Lee1,†
1Department of Materials Science and Engineering, Yonsei University, 50, Yonsei-ro, Seodaemun-gu, Seoul 03722, Korea
2Material Technology Center, Korea Testing Laboratory, 26-gil 87, Digital-ro, Guro-gu, Seoul 08389, Korea (Received June 13, 2019: Corrected June 19, 2019: Accepted June 27, 2019)
초 록: 높은 신뢰성의 n형 Bi-Te-Se계 열전소자 제조를 위한 열간압출 공정을 확립하였다. 용융-응고 공정을 이용하 여 Bi-Te-Se 원료잉곳을 합성하였으며, 고에너지 볼밀을 이용하여 평균 ~30 μm 크기의 분말로 분쇄하였다. 일축가압 공 정으로 분말을 직경 20 mm의 디스크 형태로 성형한 후 압출용 몰드 설계-제작 및 열간압출 공정 온도와 압력을 제어하 여 성형체로부터 00l 방향으로 결정 배향된 지름 1.8 mm의 원통형 고밀도 압출체를 제조하였다. 상온에서 최대 ~4.1 mW/
mK2의 높은 파워팩터를 나타냈으며, zone melting 공정으로 제조한 상용 열전소재와 비교하여 2배 이상 향상된 기계적 강도 (~50 MPa)를 구현하였다.
Abstract: Herein we developed the hot extrusion technology to prepare n-type Bi-Te-Se-based thermoelectric materials with high reliability. Starting ingot was fabricated via melt-solidification process, then pulverized it into powders (~30 μm) by using high energy ball milling. By optimization of mold design and temperature-pressure conditions for hot extrusion, dense extrudate of 1.8 mm in diameter with high 00l orientation could be obtained from disc-shape compacted powders (20 mm in diameter). High power factor ~4.1 mW/mK2 and enhanced mechanical strength ~50 MPa were simultaneously observed at 300 K.
Keywords: Bi-Te-Se, thermoelectric, hot extrusion, power factor, mechanical strength
1. 서 론
공장 및 차량 등에서 에너지원으로 사용되는 원료 중 60% 이상이 폐열로 버려지고 있어, 폐열 활용 기술 개발 의 중요성이 부각되고 있다. 폐열 활용 기술 중 열전발전 (thermoelectric power generation)은 고체상태의 반도체 특 성 소재 양단에 온도구배가 존재할 경우, 캐리어인 전자 (electron) 또는 정공(hole)이 고온부에서 저온부로 이동함 으로써, 열에너지가 전기에너지로 직접 변환되는 제벡효 과(Seebeck effect)를 이용하는 기술이다. 열전발전의 최 대효율(ηmax)은 다음 식 (1)에 의해 정의되기 때문에, 구동 환경 및 시스템 구성 등에 의해 온도차가 결정되면 열전 소재의 성능이 효율을 결정하는 핵심요소가 된다.1)
(1)
식 (1)에서 TH와 TC는 각각 열전소자의 고온부와 저온 부 온도이고, ZTavg는 고온부와 저온부 구간에서 무차원 성능지수(ZT)의 평균값 이다. ZT는 S2σT/κ(S, σ, κ는 절대 온도 T에서의 제벡계수(Seebeck coefficient), 전기전도도 (electrical conductivity) 및 열전도도(thermal conductivity)) 로 정의된다. 식 (1)에 나타낸 바와 같이 열전발전의 효율 은 열전소재의 ZT와 직결되기 때문에 나노구조화, 밴드 구조 제어, 결함구조 제어 등의 전략을 통한 ZT 증대 연 구가 활발히 진행되고 있다. 적용 온도에 따라 저온용 Bi- Te계, 중온용 PbTe계, skutterudite계, half-Heusler계 및 고
ηmax TH–TC
TH
--- (1+ZTavg)1 2⁄ –1 1+ZTavg
( )1 2⁄ +(TC⁄TH) ---
=
†
Corresponding author
E-mail: [email protected], [email protected]
© 2019, The Korean Microelectronics and Packaging Society
This is an Open-Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License(http://creativecommons.org/
licenses/by-nc/3.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is
properly cited.
온용 silicide계가 상용소재로 개발되고 있으며 양산 소재 에서 ZT ~1.0 수준의 성능을 나타내고 있다.2)
상온 부근에서 높은 ZT를 나타내어 열전냉각 및 250oC 이하의 저온용 열전발전에 적용되고 있는 Bi-Te계 소재 는 p형 소재의 경우 Bi2-xSbxTe3또는 Ag, Pb, Cu 등 첨가 제가 도핑된 Bi2-xSbxTe3, n형 소재의 경우 Bi2Te3-xSex 또 는 I, Cu 등 첨가제가 도핑된 Bi2Te3-xSex가 상용소재로 사 용되고 있다. Bi-Te계 소재는 ab면에서 2Bi(Sb)와 3Te(Se) 가 공유결합과 이온결합이 혼합된 결합을 형성하고 있어 파워팩터(S2σ)가 큰 장점을 나타낸다. c축 방향으로는 결 합력이 약한 반데르발스 결합을 형성하고 있어 열전도도 가 낮은 장점을 나타내지만 파워팩터가 낮기 때문에 상 용소재는 대부분 zone melting 등 일방향 응고공정을 이 용하여 ab면으로 격자구조가 잘 정렬된 잉곳 형태의 소 재를 이용하고 있다. 그러나 잉곳 형태의 소재로부터 열 전소자를 제조함에 의해 2가지 문제점을 나타낸다. Fig.
1에 현재 사용되고 있는 π형 열전모듈의 기본적인 구조 를 나타내었다.
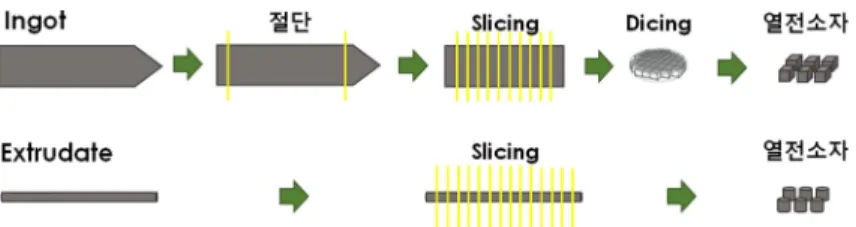
π형 열전모듈에는 직육면체 형태의 열전소자 (thermoelectric element, 직육면체 형태의 열전소재 상하 부에 확산방지층이 코팅된 형태)가 사용되며, Bi-Te계의 경우 Fig. 2에 나타낸 바와 같이 여러 단계의 가공 공정 을 거쳐 잉곳으로부터 제조한다. 따라서 절단, slicing, dicing 공정 중 재료 손실에 의한 낮은 열전소자 제조 수 율(최대 ~41%)을 나타낸다. 또한, 잉곳 형태의 소재는 매 우 약한 반데르발스 결합층이 정렬되어 있어 기계적 강 도가 20 MPa 수준으로 낮은 단점이 있다.3) 냉장고, 부품 냉각 등 의 정치형 시스템 응용에는 큰 문제가 없으나 차 량용 열전발전 등 높은 신뢰성을 요구하는 차세대 시스 템 개발을 위해서는 열전소자의 기계적 강도 증대가 필
수적이다. 따라서, 잉곳형태의 Bi-Te계 소재가 나타내는 높은 ZT를 유지하면서 기계적 강도를 증대할 수 있는 소 재제조 공정기술 개발이 요구된다.
열간압출(hot extrusion)은 입자의 유동성을 유발할 수 있는 온도에서 압출에 의해 봉상의 압출체(extrudate)를 제조하는 공정이다. 압출체의 직경을 열전모듈을 적용되 는 열전소자의 면적에 맞게 제조할 경우 Fig. 2에 나타낸 바와 같이 slicing 공정만으로 열전소자 제조가 가능하기 때문에 열전소자 제조 수율을 80% 이상으로 증가할 수 있는 장점이 있다. 또한 dicing 공정 중 발생할 수 있는 열 전소자 표면의 결함 형성을 근본적으로 방지할 수 있는 공정으로 열전소자의 신뢰성 측면에서 장점이 있다. 본 연구에서는 상용소재 수준의 높은 ZT(~0.95 @ 300 K)와 상용소재 대비 2배 이상의 기계적 강도(> 40 MPa)를 동 시에 구현한 n형 Bi-Te-Se계 열전소재 제조를 위한 열간 압출 공정을 확립하고자 하였다.
2. 실험방법
전통적인 용융-응고(melt-solidification) 공정을 이용하 여 30 g batch의 원료잉곳을 합성하였다. Shot 형태의 고 순도(99.99% 이상) Bi, Te, Se(5N Plus) 및 Cu(Alfar Aesar) 를 Cu0.03Bi2Te2.7Se0.3의 조성비에 맞게 칭량 후 직경 15 mm 의 석영관에 넣고 진공(~10-3 torr) 봉합하였다. 용융 중 균 질한 혼합을 위해 120o로 rocking하는 furnace를 이용하였 고, 1100oC에서 10시간 용융 후 냉각하여 잉곳형태의 원 료소재를 제조하였다. 고에너지 볼밀(SPEX 8000D)을 이 용하여 수득한 잉곳을 분쇄함에 의해 평균 30 μm 크기의 분말을 제조하였고(직경 5 mm의 SUS ball 8개를 사용하 여 5분간 분쇄), 분말 X선 회절(Powder X-ray Diffraction:
PXRD, Empyrean, PANalytical) 분석을 통해 상형성 거동 을 확인하였다. 제조한 분말 20 g에 대해 1축가압 성형을 이용하여 직경 20 mm의 disc 형태의 시료를 준비하였고, 열간압출 공정을 통해 직경 1.8 mm의 봉상 압출체를 제 조하였다. 압출체를 직경 1.8 mm, 높이 8 mm의 샘플로 가공하고 범용 측정설비(ZEM-3, ULVAC, Japan)를 이용 하여 전기전도도와 제벡계수의 온도의존성을 평가하였 다. 결정배향특성 규명을 위해 압출체의 파단면에 대한 XRD 분석 및 FE-SEM(S-4300, HITACHI, Japan)을 이용 한 미세구조 분석을 진행하였다.
Fig. 1. Schematic illustration of π-type thermoelectric module.
Fig. 2. Fabrication process of thermoelectric elements from ingot and extrudate.
3. 결과 및 고찰
열간압출 공정을 위해 설계-제작한 몰드의 구조를 Fig.
3에 나타내었다. 최적구조의 몰드 설계를 위해 압출 온도 와 압력을 각각 450oC, 5.0 MPa로 설정하고 nozzle의 각 도 변화(30o, 40o, 45o, 50o, 60o)에 따른 압출체의 밀도변 화를 측정하였다. 직경 20 mm의 성형체로부터 직경 1.8 mm의 압출체를 제조하는 경우 nozzle의 45o부근의 nozzle 각도에서 95% 이상의 높은 상대밀도가 구현된 결과로부 터 압출몰드의 nozzle 각도를 45o로 설정하였다.
Fig. 3에 나타낸 구조의 몰드를 이용하여 직경 20 mm의 성형체로부터 직경 1.8 mm의 압출체를 제조하였다. 압력 인가를 위한 ram의 하단부, 성형체 거치부 및 nozzle의 상 단부에 heating block을 설치하고 열전대(thermocouple)를 부착하여 압출온도를 제어하였다. 압출 시의 압력은 Fig.
3에 나타낸 ram을 이용하여 위에서 아래쪽의 일방향으로 인가하였고, 압력게이지를 이용하여 압출압력을 제어하 였다. 압출온도를 400 - 500oC, 압출압력을 4.0 - 6.0 MPa 범위에서 열간압출을 진행한 결과, 430oC 이상의 압출온
도와 4.5 MPa 이상의 압출압력에서 표면에 균열이 없는 봉상의 압출체 제조가 가능하였다. 압출온도 500oC, 압출 압력 6.0 MPa 조건에서는 압출 공정 중에 과동한 유동성 이 발생하여 균일한 압출체 제조가 불가능하였다. 상기 온도-압력 범위에서 제조한 압출체의 상대밀도를 측정하 여 공정 조건 최적화를 진행하였다. 압출온도 460oC, 압 출압력 5.5 MPa 조건에서 98% 이상의 높은 상대밀도를 나타내는 Cu0.03Bi2Te2.7Se0.3 압출체가 제조되었다.
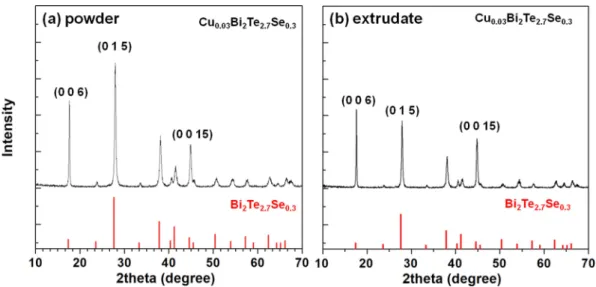
Fig. 4(a)에 고에너지 볼밀로 제조한 Cu0.03Bi2Te2.7Se0.3
분말의 XRD pattern을 나타내었다. 기 보고된 Bi2Te2.7Se0.3
에 대한 peak pattern과 동일한 형태를 나타내어 불순물이 없는 단일상이 형성되었음을 확인하였다. Peak 위치에 대 한 상세 분석 결과, Cu 첨가에 따른 격자상수의 변화는 관찰되지 않았으며, 이로 부터 Cu 일부는 반데르발스 결 합 위치로 intercalation되고, 일부는 Bi/Sb 자리에 치환된 것으로 판단하였다.4) Fig. 4(b)에는 열간압출 공정으로 제 조한 압출체의 파단면에 대한 XRD pattern을 나타내었 다. Peak 위치는 분말과 동일한 형태를 나타내어 단일상 이 형성됨을 확인하였다. 배향특성이 없는 다결정에서 가 장 높은 회절강도를 나타내는 27o 부근의 (0 1 5) peak와 비교하여 00l 방향으로의 결정배향을 나타내는 (0 0 6) peak의 회절강도가 더 크게 관찰되었다. 이러한 결과는 본 연구에서 제조한 Cu0.03Bi2Te2.7Se0.3압출체가 높은 00l 방향 결정배향 특성이 있음을 직접적으로 나타낸다.
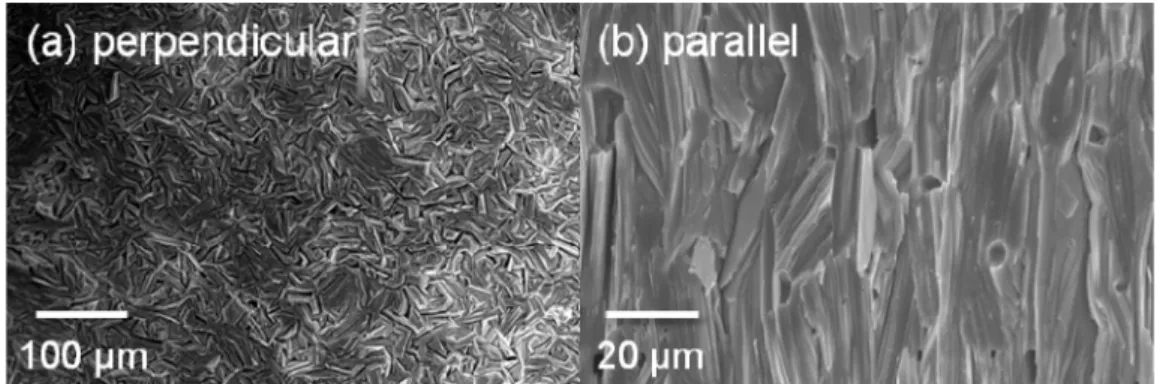
00l 방향으로의 결정배향은 압출체의 미세구조에서도 관찰되었다. Fig. 5에 압출방향의 수직방향(Fig. 5(a), perpendicular)과 압출방향의 수평방향(Fig. 5(b), parallel) 에 대한 압출체의 파단면 사진을 나타내었다. 기공이 거 의 없는 높은 상대밀도의 압출체가 제조되었음을 확인하 였고, 수평방향에서 00l 방향으로의 높은 배향 특성을 나 타내는 판상입자의 정렬구조가 형성되었음을 확인하였 다. 상술한 바와 같이 Bi-Te계 열전소재의 경우 ab면을 따 라 형성된 강한 혼합결합(공유결합 및 이온결합)으로 부
Fig. 4. XRD patterns for Cu0.03Bi2Te2.7Se0.3 (a) powders and (b) extrudate.
Fig. 3. Design of hot extrusion process.
터 높은 파워팩터가 구현되기 때문에 Fig. 5에서 관찰된 00l 배향 판상입자의 형성은 높은 파워팩터를 나타내는 요소를 제공할 것으로 판단된다.5,6) 또한 Fig. 5(b)에 나타 낸 바와 같이 압출체는 ~100 μm 길이, ~10 μm 두께의 다 결정 그레인 구조를 형성하고 있어 향상된 기계적 강도 를 나타낼 것으로 예상된다.
3점 꺾임강도 시험법을 이용하여 압출체의 기계적 강 도를 측정한 결과 약 50 MPa을 나타내어 잉곳소재의 기 계적 강도 20 MPa과 비교하여 약 2.5배 증대된 특성을 나 타내었다. 이는 기계적으로 취약한 반데르발스 결합 방 향으로의 정렬 특성이 감소하였고, Fig. 5에 나타낸 바와 같이 ~100 μm 길이, ~10 μm 두께의 다결정 그레인 구조 를 형성하고 있기 때문이다. Spark plasma sintering 공정 을 이용하여 제조한 00l 배향 특성이 낮은 다결정 소결체 의 경우 약 80 MPa의 기계적 강도를 나타내는 것으로 보 고된 바 있다.7)
Fig. 6에는 Cu0.03Bi2Te2.7Se0.3 압출체의 전기전도도, 제벡 계수 및 파워팩터 온도의존성을 나타내었다. 온도증가에 따라 전기전도도가 감소하는 전형적인 Bi-Te계 소재의 특 성을 나타내었다.8,9) 반면, 400 K 이상에서는 전기전도도 가 소폭 증가하는 거동을 나타내어 잉곳소재와는 다른 특 징을 나타내었으며, 이는 bipolar 전도 거동의 차이에서
기인한 것으로 예상된다. 300 K에서 압출체의 전기전도 도는 ~1025 S/cm으로 상용잉곳의 ~1000 S/cm와 유사한 값을 나타내었다. 이러한 높은 전기전도도는 Cu 첨가에 의한 전하밀도의 증가와 Fig. 4에 나타낸 00l 방향으로의 높은 배향에 의한 이동도 증가 때문으로 분석된다. 제벡 계수는 300 K에서 -199 μV/K의 값을 나타내어 상용잉곳 의 -215 μV/K과 비교하여 약간 낮은 값을 나타내었다. 이 는 압출체 제조 조성인 Cu0.03Bi2Te2.7Se0.3의 전하밀도가 상용소재 대비 상대적으로 높음을 의미한다. 전기전도도 와 제벡계수로부터 산출한 300 K에서의 파워팩터는 4.1 mW/mK2로 상용잉곳의 ~4.8 mW/mK2과 비교하여 80%
수준의 값이 구현되었다. Spark plasma sintering으로 제조 한 다결정 소재의 열전도도가 입계포논 산란에 의해 잉 곳 대비 60 - 70% 수준의 값을 나타내는 점을 고려하면10) 본 연구에서 제조한 압출체의 열전도도는 1.3 W/mK 수 준으로 산출되므로 ZT는 300 K에서 상용잉곳과 유사한 0.95를 나타낼 것으로 예상된다.
4. 결 론
고성능 및 고신뢰성 n형 Bi-Te계 열전소재 제조를 위한 열간압출 공정을 확립하였다. 압출몰드 구조 및 압출 온 Fig. 5. SEM images for the fractured surfaces of Cu0.03Bi2Te2.7Se0.3 extrudate; (a) perpendicular to the extrusion direction and (b) parallel
to the extrusion direction.
Fig. 6. Temperature dependences of (a) electrical conductivity and Seebeck coefficient and (b) power factor for Cu0.03Bi2Te2.7Se0.3 extrudate.
도-압력 조건을 최적화하여 상대밀도 98% 이상을 나타 내는 지름 1.8 mm의 n형 Cu0.03Bi2Te2.7Se0.3 봉상 압출체를 제조하였다. 3점 꺾임 시험법으로 측정한 압출체의 기계 적 강도는 약 50 MPa로 상용잉곳 대비 2.5배 증대된 값 을 나타내었으며, 파워팩터 측정 값 및 열전도도 산출 값 으로부터 300 K에서 0.95의 높은 열전성능을 나타냄을 확 인하였다. 본 연구의 봉상 압출체는 열전모듈 적용을 위 한 열전소자 단면적과 동일하게 제조하여 slicing 공정만 으로 열전소자를 제조할 수 있는 장점이 있다. 따라서 상 용잉곳과 비교하여 2배 이상 높은 80% 수준의 열전소자 제조 수율을 달성할 수 있을 것으로 기대한다.
감사의 글
This research was supported by Basic Science Research Program through the National Research Foundation of Korea(NRF) funded by the Ministry of Education(NRF- 2019R1A6A1A11055660). 본 논문은 산업통상자원부 국 가표준기술력향상사업의 지원을 받아 수행된 결과임 (과 제번호 : 20002386).
References
1. A. Sharma, J. H. Lee, K. H. Kim, and J. P. Jung, “Recent Advances in Thermoelectric Power Generation Technology”, J. Microelectron. Packag. Soc., 24(1), 9 (2017).
2. G. J. Snyder and E. S. Toberer, “Complex Thermoelectric
Materials”, Nat. Mater., 7(2), 105 (2008).
3. D. H. Park, M. R. Roh, M. Y. Kim, and K. H. Song, “Reaction between Sn-3.5Ag Solder and Thin Film Metallization”, J.
Microelectron. Packag. Soc., 17(2), 49 (2010).
4. M. Kim, S. I. Kim, H. Cho, H. Mun, H. Kim, J. H. Lim, S.
W. Kim, and K. H. Lee, “Cu-incorporation by melt-spinning in n-type Bi2Te2.7Se0.3 alloys for low-temperature power gen- eration”, Scripta Mater., 167, 120 (2019).
5. W. S. Kiu, Q. Zhang, Y. Lan, S. Chen, X. Yan, Q. Zhang, H.
Wang, D. Wang, G. Chen, and Z. Ren, “Thermoelectric Prop- erty Studies on Cu-Doped n-type CuxBi2Te2.7Se0.3 Nanocom- posites”, Adv. Energy Mater., 1, 577 (2011).
6. Zhang, H. Wang, D. Wang, G. Chen, and Z. Ren, “Thermo- electric property studies on Cu-doped n-type CuxBi2Te2.7Se0.3 nanocomposites”, Adv. Energy Mater., 1(4), 577 (2011).
7. J. Jiang, L. Chen, S. Bai, Q. Yao, and Q. Wang, “Thermo- electric properties of textured p-type (Bi,Sb)2Te3 fabricated by spark plasma sintering”, Scripta Mater., 52, 347 (2005).
8. B. Poudel, Q. Hao, Y. Ma, Y. Lan, A. Minnich, B. Yu, X. Yan, D. Wang, A. Muto, D. Vashaee, X. Chen, J. Liu, M. S.
Dresselhaus, G. Chen, and Z. Ren, “High-thermoelectric per- formance of nanostructured bismuth antimony telluride bulk alloys”, Science, 320, 634 (2008).
9. X. Yan, B. Poudel, Y. Ma, W. S. Liu, G. Joshi, H. Wang, Y.
Lan, D. Wang, G. Chen, and Z. F. Ren, “Experimental studies on anisotropic thermoelectric properties and structures of n- Type Bi2Te2.7Se0.3”, Nano Lett., 10(9), 3373 (2010).
10. S. M. Choi, K. H. Lee, Y. S. Lim, W. S. Seo, and S. Lee,
“Effects of doping on the positional uniformity of the ther- moelectric properties of n-type Bi2Te2.7Se0.3 polycrystalline bulks”, J. Kor. Phys. Soc., 68(1), 17 (2016).