공학석사 학위논문
발전용 축계 결합용 커플링 볼트
설계에 관한 연구
A Study on Design of Coupling Bolt for Shaft in
Power Plant
지도교수 조 종 래
년
월
2012
2
한국해양대학교 대학원
기계공학과
손 창 우
목 차
Abstract ··· i Nomenclature ··· ⅲ List of Tables ··· iv List of Figures ··· v 서론 1. ··· 1 연구 배경 1.1 ··· 1 연구 동향 1.2 ··· 3 연구 내용 및 목적 1.3 ··· 4 이론적 배경 2. ··· 5 커플링 볼트의 구성 및 기능 2.1 ··· 5 커플링 볼트의 사용 환경 2.2 ··· 9 커플링 볼트의 체결 과정 2.3 ··· 9 커플링 볼트의 이론적 배경 2.4 ··· 12 두꺼운 벽 실린더의 응력 2.4.1 ··· 12 탄성 유한요소 해석 2.4.2 ··· 17 커플링 볼트의 조립하중에 따른 영향평가 3. ··· 19 조립하중에 따른 기본설계 3.1 ··· 19 볼트 기본 설계 3.1.1 ··· 19 슬리브 기본 설계 3.1.2 ··· 21 마찰계수 기본 실험 3.1.3 ··· 27 상세 구조해석 3.2 ··· 32 유한 요소 모델 3.2.1 ··· 32 해석 조건 3.2.2 ··· 34해석 결과 3.2.3 A-type ··· 35 해석 결과 3.2.4 B-type ··· 38 조립 하중 영향 3.3 ··· 41 해석 결과 3.3.1 A-type ··· 41 해석 결과 3.3.2 B-type ··· 44 커플링 볼트의 형상변수에 따른 영향평가 4. ··· 47 틈새 간격의 변화에 따른 구조해석 4.1 ··· 47 유한요소 모델링 4.1.1 ··· 47 해석 결과 4.1.2 A-type ··· 49 해석 결과 4.1.3 B-type ··· 52 슬리브 두께의 변화에 따른 구조해석 4.2 ··· 56 유한요소 모델링 4.2.1 ··· 56 해석 결과 4.2.2 A-type ··· 58 해석 결과 4.2.3 B-type ··· 61 슬리브 각도의 변화에 따른 구조해석 4.3 ··· 64 유한요소 모델링 4.3.1 ··· 64 해석 결과 4.3.2 A-type ··· 66 해석 결과 4.3.3 B-type ··· 70 결론 5. ··· 74 참고문헌 ··· 76
A Study on Design of Coupling Bolt
for Shaft in Power Plant
Chang-Woo Son
Department of Mechanical Engineering, Graduate School,
Korea Maritime University
Abstract
Coupling bolts replace conventional fitted bolts in applications where operator's safety during assembly/disassembly is a concern or where the cost of process interruption is significant. Coupling bolt has been installed on rotating flange couplings in a wide range of marine and power applications worldwide. The coupling bolt has been approved for use by all leading international and national classification societies and regulatory bodies.
The coupling bolt is a hydraulically tensioned fitted bolt, which creates a stable and rigid link between the coupling flanges and simplifies assembling and disassembling. FE simulation was performed by the commercial code ANSYS 11.0. Structure analysis is carried out in order to confirm the condition of bolt sets. Parametric analysis is carried out in order to understand the effects of design parameters. The first parameter is initial clearance between bore and sleeve which values are 0.025, 0.035 and 0.065 mm, respectively. The second parameter is
sleeve thickness which values are different for each type. The last parameter is taper angle of sleeve which values are 1.8°, 3.3° and 4.7°, respectively.
Based on the result of the simulation, it can be concluded in order to make sufficient contact pressure. The small angle of sleeve is better than the large angle of sleeve. The small initial clearance between bore and sleeve is better than the large clearance.
Nomenclature
∆
r
t
Y
탄성 계수: (Young's modulus, GPa)
온도차
: (temperature difference, ℃) 열팽창계수
: (thermal expansion coefficient, m/mK) 전단 변형률 : (shear strain) 인장 변형률 : (tensile strain) 마찰계수 : (coefficient of friction) 포아송비 : (Poisson's ratio) 인장 응력
: (tensile stress, MPa) 반경방향 응력
: (radial stress, MPa)
원주방향 응력
: (circumferential stress, MPa)
항복강도
: (yield strength, MPa) 전단응력
List of Tables
Table 1 Coupling bolt tightening pressure Table 2 Coefficient of friction for condition Table 3 Mechanical properties of SNCM439 Table 4 Load variation at first load (A-type) Table 5 Load variation at second load (A-type) Table 6 Load variation at first load (B-type) Table 7 Load variation at second load (B-type) Table 8 Gap variation in A-type, B-type
Table 9 Thickness variation in A-type, B-type Table 10 Angle variation in A-type, B-type
List of Figures
Fig. 1 Dimensions of bolt (A-type) Fig. 2 Dimensions of bolt (B-type) Fig. 3 Dimensions of nut (A-type) Fig. 4 Dimensions of nut (B-type) Fig. 5 Dimensions of sleeve (A-type) Fig. 6 Dimensions of sleeve (B-type)
Fig. 7 Installation procedure of coupling bolt Fig. 8 Installation procedure for 1~3
Fig. 9 Installation procedure for 4~7 Fig. 10 Installation procedure for 8~12 Fig. 11 Thick-walled cylinder
Fig. 12 Stress distribution in thick shell due to internal pressure Fig. 13 Section for each type
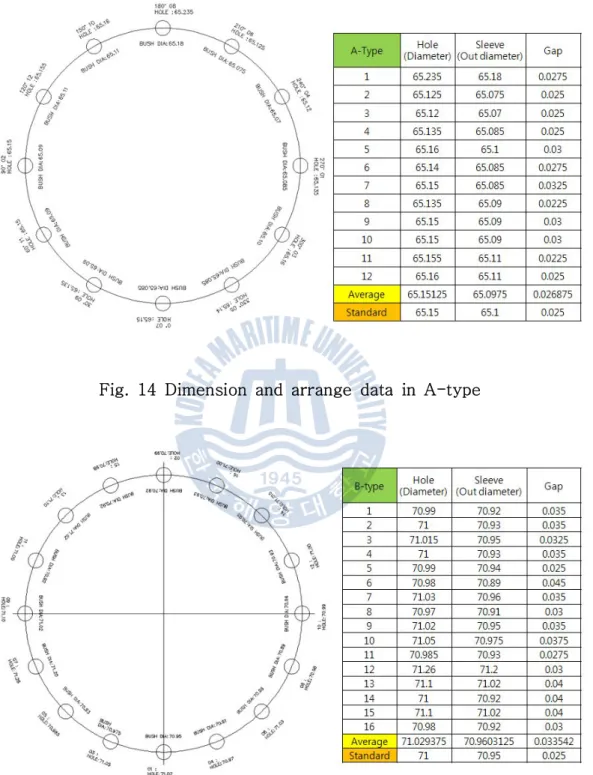
Fig. 14 Dimension and arrange data in A-type Fig. 15 Dimension and arrange data in B-type Fig. 16 Instrument for experiment
Fig. 17 Position of sensor
Fig. 18 Hydrodynamic lubrication & boundary lubrication
Fig. 19 Comparison calculation and experiment at no.1 position Fig. 20 Comparison calculation and experiment at no.2 position Fig. 21 Finite element model for analysis (A-type)
Fig. 22 Finite element model for analysis (B-type) Fig. 23 First step : bolt press-in (A-type)
Fig. 24 Second step : unloading after press-in (A-type) Fig. 25 Third step : bolt tension (A-type)
Fig. 26 Fourth step : bolt clamping (A-type) Fig. 27 Contact pressure distribution (A-type) Fig. 28 First step : bolt press-in (B-type)
Fig. 29 Second step : unloading after press-in (B-type) Fig. 30 Third step : bolt tension (B-type)
Fig. 31 Fourth step : bolt clamping (B-type) Fig. 32 Contact pressure distribution (B-type)
Fig. 33 Comparision of contact pressure for first load (A-type) Fig. 34 Comparision of contact pressure for second load (A-type) Fig. 35 Comparision of contact pressure for first load (B-type) Fig. 36 Comparision of contact pressure for second load (B-type) Fig. 37 Gap variation between sleeve and flange-hole (A-type) Fig. 38 Gap variation between sleeve and flange-hole (B-type) Fig. 39 Comparison of contact pressure for gap (A-type)
Fig. 40 Von mises stress distribution in A-type (Gap 0.025 mm) Fig. 41 Von mises stress distribution in A-type (Gap 0.035 mm) Fig. 42 Von mises stress distribution in A-type (Gap 0.065 mm) Fig. 43 Comparison of contact pressure for gap (B-type)
Fig. 45 Von mises stress distribution in B-type (Gap 0.025 mm) Fig. 46 Von mises stress distribution in B-type (Gap 0.025 mm) Fig. 47 Thickness variation of sleeve (A-type)
Fig. 48 Thickness variation of sleeve (B-type)
Fig. 49 Comparison of contact pressure for thickness (A-type) Fig. 50 Von mises stress distribution in A-type (Thick side 4 mm) Fig. 51 Von mises stress distribution in A-type (Thick side 5.3 mm) Fig. 52 Von mises stress distribution in A-type (Thick side 6.6 mm) Fig. 53 Comparison of contact pressure for thickness (B-type) Fig. 54 Von mises stress distribution in B-type (Thick side 4 mm) Fig. 55 Von mises stress distribution in B-type (Thick side 5.3 mm) Fig. 56 Von mises stress distribution in B-type (Thick side 6.6 mm) Fig. 57 Angle variation of sleeve (A-type)
Fig. 58 Angle variation of sleeve (B-type)
Fig. 59 Comparison of contact pressure for angle (A-type) Fig. 60 Von mises stress distribution in A-type (1.8 degree) Fig. 61 Von mises stress distribution in A-type (3.3 degree) Fig. 62 Von mises stress distribution in A-type (4.7 degree) Fig. 63 Comparison of contact pressure for angle (B-type) Fig. 64 Von mises stress distribution in B-type (1.8 degree) Fig. 65 Von mises stress distribution in B-type (3.3 degree) Fig. 66 Von mises stress distribution in B-type (4.7 degree)
서론
1.
1.1 연구 배경
사의 커플링 볼트는 년대 초에 개발되어 유럽의 장치산업 SKF Supergrip 1940 과 선박에 많이 사용되어 오다 1989년 GE와 협약으로 전세계 중대형 터빈에 적용되었고 발전소의 가스터빈 선박의 추진축 등 여러 분야에서 필수적으로, , 쓰이고 있다 특히 발전소의 터빈과 발전기를 연결하는 회전축은 부품 문제 발. 생시에 예상되는 선박의 운전 안전성에 직접적인 영향을 끼치는 관계로 부품의 설계 재질 선정 및 제작 방법에 신중을 기하여 양질의 제품이 제작 적용되어, , 야 한다 볼트에 축계 회전에 의한 전단력이 반복적으로 볼트에 작용하기 때문. 에 일반볼트를 사용하게 될 경우 운전시 나사풀림이나 손상을 유발하거나 정비 시 볼트 분해에 어려움을 야기해 인력낭비 및 정비기간의 연장을 초래하게 된 다 대안으로 토크체결을 하는 일반 나사산 볼트 대신 테이퍼 각을 가진 슬리브. 와 볼트의 조합으로 유압체결을 적용하는 방법이 있다 해외에서는 과거에 개발. 이 완료되어 현재까지 실제 제품으로 판매되고 있지만 국내에서는 아직까지 관, 련기술이 적용된 볼트가 없는 실정이다. 이러한 이유로 체결력을 유지하면서 분해 조립이 용이한 특수볼트의 수요가 필요한 상황이지만 국내 자체의 개발 없이 전량 고가의 수입품에 의존하고, , 있다. 수입을 하기 때문에 정비자재의 조달시간이 많이 소요되어 안정된 정비를 위해 재고비축이 필연적이지만, 예비 자재 감축 방침에 따라 볼트 예비품을 다수 보유하기 힘들다 수요가 발생할 때마다 바로 수입하는 방안도. 있으나 국내까지 조달시간이 많이 소요되어 안정된 정비를 위해 신속한 대체부품 조달이 필연적이다 이 때문에 볼트의 국산화를 통해 정비부품을. 조달하게 된다면 원활하고 신속한 수급과 재고비용 절감으로 설비의 안정적, 운영에 기여할 수 있다.본 연구에서는 커플링 볼트의 국산화 개발를 통해 비싼 외자의 수입을 억제하고 해외에서 국내로 부품 조달거리를 줄이고자 한다 또한 국내볼트, . 회사의 설계기술 향상을 도모하여 국내 업체들의 국산 볼트의 사용비중을, 높이고자 한다. 이를 위해 먼저 현재 발전소에서 실제 운용중인 A-type, 볼트의 치수측정을 바탕으로 역설계하여 제품 매뉴얼에서 권장하는 B-type , 차 차 체결하중의 선정기준을 알고자 하였다 그리고 체결시 부품의 1 , 2 . 접촉압력에 대한 부분을 분석하고 각 부품의 형상에 따른 접촉압력에 대한, 영향을 조사하였다.
1.2 연구 동향
기존의 일반 볼트 사용 시 너트 불량 볼트 고착 및 파손 정비를 위한 분해, , 불능 등 여러 가지 문제점이 나타났기에 체결과 분해가 용이한 고가의 커플 링 볼트를 수입해 사용해왔다 이에 따라 국산화 필요성이 있었고. , Kwon(2)등 은 추진축 체결용 커플링 볼트의 국산화에 관한 연구에서 커플링 볼트의 분 해 및 조립 과정 원리 등을 소개하였다, . 커플링 볼트로 축계 체결시 체결 압력에 따라 체결력이 달라질 수 있다, . Kim(3)은 고장력 볼트 체결을 위한 유압텐셔너 구조설계 및 유압설정에 관한 연구를 하였다 또한 체결시 볼트의 강도에 대한 안정성을 위해 인장제한에. 관한 기준이 있어야 하는데 Ryu(4)등은 선박용 슬리브 형태 유압 조임식 볼트의 구조적 건전성에 대한 고찰에 관한 연구를 하였다 이 밖에도 관련되 연구로. Kim(5)등은 증기 터빈용 스터드 볼트 테이퍼 나사의 유한요소해석에 대한 연구를 하였다. Hyun(6)등은 발전기 증기터빈용 스터드 볼트의 급속체결용 인장기구에 관한 연구를 하였다. Jeong(7)등은 발전설비 고온부에서 사용되는 슽드 볼트의 교 체기준 설정에 관한 연구를 하였다. Lee(8)등은 중형엔진 콘로드 볼트의 체결에 대한 연구를 하였다. Cho(9)등은 억지끼워맞춤으로 조립된 부싱의 죔새량에 따른 내경 변화에 대한 연구를 하였다. Ryu(10)등은 장기 사용된 스터드 볼트의 진단법 및 재질특성평가에 대한 연구를 하였다. 현재까지 연구는 조립변수로 선정한 1 , 2차 차 가압력의 변화에 대한 부품별 체결압력 변화에 연구가 희소하고 또한 형상에 관한 설계변수인 슬리브 홀, ‘ -틈새간격’, ‘슬리브 두께’, ‘슬리브 각도 의 변화에 대한 연구가 드물다 따라서’ . 더욱 고성능의 커플링 볼트를 개발 개선하여 볼트 체결력과 수명 향상시킬, 수 있는 많은 연구가 필요하다.1.3 연구 내용 및 목적
본 연구는 발전소 축계에 사용되는 커플링 볼트의 국산화를 위해 현재 체결, 하중 기준을 수식을 통하여 조사하였고 여러 변수를 선정하여 그 영향에 대, 해 연구하였다 볼트의 체결력은 슬리브의 팽창력과 볼트의 인장 후 탄성복원. 압축력으로 구성된다. 1차 슬리브 팽창압력과 2차 볼트 신장 압력이 조합되 는 경우에 따라 슬리브 팽창 접촉압력과 너트의 압축 접촉압력이 달라진다. 따라서 적정 체결 압력을 얻기 위한 조립 변수 조건이 필요하다 또한 슬리브. 홀 틈새간격 슬리브 두께 슬리브 각도 등의 형상 특성을 고려하여 적절한 - , , 볼트 형상 조건을 찾아야 한다 그래서 유한요소해석을 이용하여 다양한 조립. 하중 부품 형상들이 체결에 미치는 영향에 대해 연구하였다, . 첫 번재로 현재 체결하중 조건에 따라 볼트의 체결상태가 어떤 상태인지, 조사해 보았다 현재 체결상태 확인 후 체결하중을 바꾸어 보면서 슬리브. , , 너트의 접촉압력이 어떻게 변하는지 알아보았다. 두 번째로 슬리브와 홀 사이 틈새 간격의 변화가 미치는 영향이다. 틈새 간격이 넓으면 많은 슬리브 팽창이 필요하기 때문에 조립의 난이도가 올라가게 되고, 틈새 간격이 좁으면 적은 슬리브 팽창으로도 체결이 되기 때문에 조립이 용이하게 된다. 세 번째로 슬리브 두께의 변화가 미치는 영향이다 과도하게 두껍게 되면. 슬리브 변형에 많은 힘이 들기 때문에 상대적으로 체결의 효율성이 떨어지고, 과도하게 얇게 되면 강도상의 문제로 사용 안정성이 낮아진다. 세 번째로 슬리브 내경 각도의 변화가 미치는 영향이다 각도가 크게 되면. 적은 볼트 압입으로 상대적으로 큰 슬리브 팽창을 기대할 수 있고 각도가, 작게 되면 상대적으로 큰 볼트 압입으로 슬리브 팽창을 해야한다. 위 변수들에 따른 체결상태 변화를 조사하고 최적의 체결상태를 위한 조건들을 설정하고자 한다.이론적 배경
2.
커플링 볼트의 구성 및 기능
2.1
현재 수입하여 발전소에 실제 장착 사용되고 있는, SKF사의 커플링 볼트를 실례로 하여 주요 구성부품을 살펴보면 다음과 같으며 그림에 도시하였다. 볼트 (1) 일반 볼트와 달리 나사산이 없고 압입을 통한 슬리브 확관을 위해 미세한 테이퍼 각도을 가지고 있고 분해를 위한 유압 형성을 위해 테이퍼 면을 따라, 나사선 형태로 그루브 홈이 가공되어 있다 양끝에는 너트 체결을 위한 나사.산이 가공되어 있다. Fig. 1, 2에 역설계를 위해 실측을 한 A-type, B-type
볼트의 치수를 나타내었다.
Fig. 2 Dimensions of bolt (B-type)
너트 (2)
일반 볼트와 별 다른 차이 없이 내부 나사산을 가지고 있다.
에 실측을 한 너트의 치수를 나타내었다
Fig. 3, 4 A-type, B-type .
Fig. 4 Dimensions of nut (B-type)
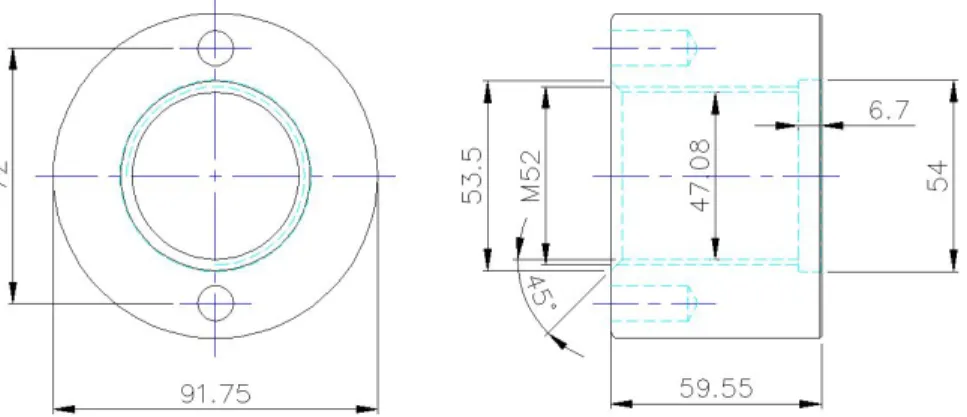
슬리브 (3)
외부는 경사가 없고 내부에는 볼트 압입에 따른 확관을 위해 미세한 테이퍼 각도를 가지고 있다. Fig. 5, 6에 실측을 한 A-type, B-type 슬리브의 치수 를 나타내었다.
Fig. 6 Dimensions of sleeve (B-type)
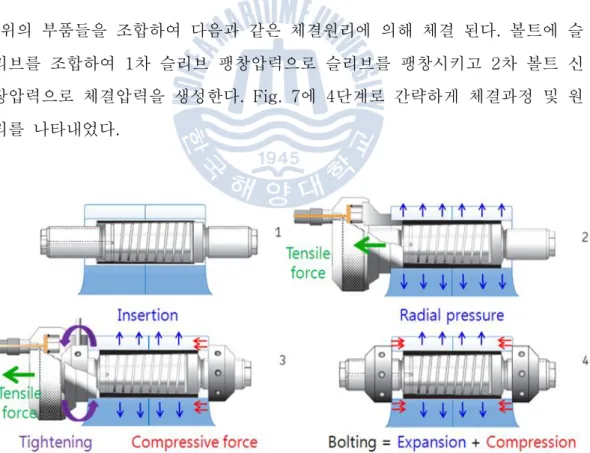
위의 부품들을 조합하여 다음과 같은 체결원리에 의해 체결 된다 볼트에 슬.
리브를 조합하여 1차 슬리브 팽창압력으로 슬리브를 팽창시키고 2차 볼트 신
장압력으로 체결압력을 생성한다. Fig. 7에 4단계로 간략하게 체결과정 및 원
리를 나타내었다.
커플링 볼트의 사용 환경
2.2
발전소의 터빈과 발전기를 연결하는 회전축은 운전시 회전에 의한 전단력이 반복적으로 작용하고 연, 200회의 기동정지 한다 이 때문에 재기동시 발생하. 는 과대한 토크로 인해 볼트의 수명 저하요인이 많다.커플링 볼트의 체결과정
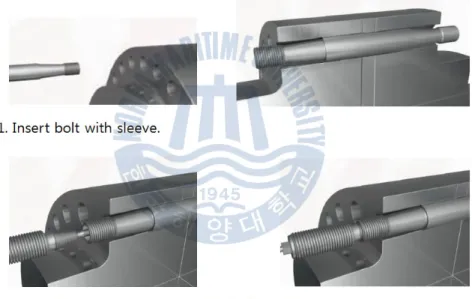
2.3
에 상세한 실제 체결과정을 나타내었다 Fig. 8~10 .(16)커플링 볼트의 이론적 배경
2.4
내압이나 외압을 받는 원통형의 튜브와 용기는 보통 얇은 관이나 두꺼운 관 으로 구분된다 원통 압력용기의 벽두께가 지름의 약. 1/10 또는 이 보다 작은 파이프 보일러 및 탱크는 벽 내의 응력이 벽두께 전체에 균일하게 분포한다, 고 가정할 수 있으며 압력으로 발생하는 반지름방향의 응력이 원주방향응력, 과 비교하여 아주 작다. 원통형의 고압용기 유압실린더 총신 및 고압의 유체가 흐르는 파이프 등은, , 지름에 비하여 두꺼운 벽 두께를 가진다 이러한 물체의 응력은 균일하지 않. 고 벽두께의 위치에 따라 다르다 따라서 응력은 얇은 벽에서보다는 더 많은. , 방정식에 의해서 결정되어야 한다.(1)두꺼운 벽 실린더의 응력
2.4.1
두꺼운 벽 실린더의 응력분포는 반지름방향 응력 σr 과 접선응력 σt 결정하 는데 길이방향의 연신율이 실린더의 원주둘레에 걸쳐 일정하다는 가정을 한 다 즉 실린더의 단면은 응력을 받은 후에도 대칭성 때문에 전단력이 없고. , 평면으로 남는다. Fig. 11에 내 외압을 받는 두꺼운 실린더와 힘의 평형을 나· 타내었다.(a) Loading (b) Stress element
과 관련하여 내압 Fig. 11 , pi와 외압 po를 받고 안지름과 바깥지름이 각각 ri와 ro인 실린더의 반지름 에서 단위길이를 갖는 무한히 얇은 반원형의 링을r 잘라내어 힘의 평형을 고려해한다 수직단면의 힘의 합을 구하면. ,
(2.1) 고차항을 무시하여 단순화시키면
(2.2) 식 (2.2)은 2개의 미지항인 와 로 되어 있으므로 제, 2의 관계식을 도입 해야 한다 두 번째 방정식은 세로방향의 변형이 일정하다는 가정으로부터 얻. 어질 수 있다 즉. ,
(2.3) 여기서,
: 푸아송의 비
: 세로방향의 단위변형량 위에서
,
는 상수이므로 식 (2.3)은 다음의 형태로 정렬될 수 있다.
(2.4) 다음으로 식, (2.2)와 (2.4)를 풀어
를 소거하면
(2.5) 식 (2.5)에 을 곱하여r
(2.6) 다시 정리하면
(2.7) 그러므로,
(2.8) 이 식을 적분하여
(2.9) 여기서, C1, C2 : 적분상수 에 대하여 풀면 다음의 관계를 얻는다, .
(2.10) 또 이 값을 식, (2.4)에 대입하여
(2.11) 를 얻는다 적분상수. C1, C2를 구하기 위하여 경계조건을 적용하면
(2.12)이므로 식 (2.10)에 대입하여 다음과 같이 된다.
,
(2.13) 이들 두 식을 연립하여 적분상수를 구한다 즉. ,
,
(2.14) 이들 값을 식 (2.10)과 (2.11)에 대입하여 구한 반지름 r에서
와
는 다 음과 같다.
(2.15)
(2.16) 여기서 일반적으로 양, (+)의 값은 인장을 음, (-)의 값은 압축을 나타낸다.
의 특별한 경우에서 윗 식은
(2.17)
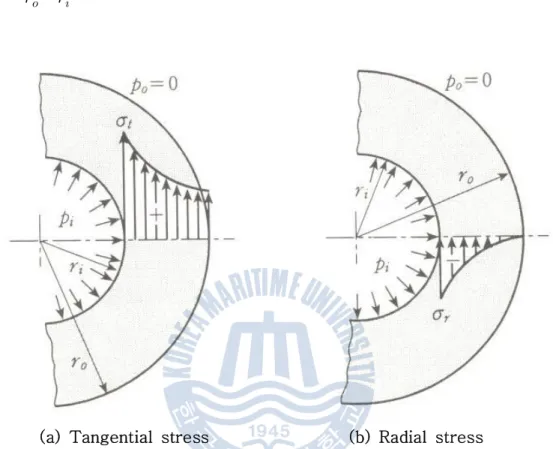
(2.18) 는 식 과 을 프로팅한 것으로 벽두께에 걸친 응력분포를 Fig. 12 (2.17) (2.18) 보여주고 있다 실린더의 끝이 막혀 있으면 세로방향응력의 존재를 고려해야. 하며 응력의 크기는 다음과 같이 주어진다, .
(2.19)
(a) Tangential stress (b) Radial stress
탄성 유한요소 해석의 이론적 배경
2.4.2
유한요소법은 연속체를 여러 개의 적절한 크기의 유한요소(finite element)
로 나누어서 각 절점의 값들을 변수로 하는 미분 방정식을 변분원리
가중잔여법 에너지
(variational principle), (method of weighted residual),
균형법(energy balance approach)등을 이용하여 세우고 이 미분방정식을 이
용하여 유한요소방정식을 만들어 각 절점에서의 변수 값들을 구하는 방법이 다. 재질이 등방성(isotropic)인 선형탄성 재료에 대하여 응력과 변형률의 관계를 후크의 법칙(Hook's law)에 의하여 다음 식과 같이 쓸 수 있다.
∆
∆
∆
(2.20) 위 식들을 선형대수식으로 표현하면 (2.21)식과 같이 정리할 수 있으며 이, 행렬식의 역은 다음 (2.22)식과 같다.
∆ ∆ ∆
(2.21)
∆
∆
∆
(2.22)이 식에서
는 탄성계수(Young's modulus), 포아송비(Poisson's열팽창계수 와 같은 상수이므로 임의
ratio), (thermal expansion coefficient)
커플링 볼트의 조립하중에 따른 영향평가
3.
차 압입 차 인장으로 체결이 되면서 항복을 고려해 보아야할 부품은 각 1 , 2 단계별로 차이가 나게 된다. 1차 압입 때는 슬리브와 틈새간격을 고려하였고, 차 인장 때는 볼트의 최소 단면적을 고려하였다 2 .조립하중에 따른 기본설계
3.1
에 나타낸 제품의 체결 하중 지침을 통해 개발당시 어떤 기준에 따라 Table 1 체결하중을 선정하였는지 연구하여 보았다 일반적으로 볼트는 토크나 볼트 신. 장량 또는 너트의 회전각도에 의하여 체결되고 있다 토크 체결이고 발전용일. 경우에는 일반적으로 항복강도의 약 85%이하로 체결한다.(7)Table 1 Coupling bolt tightening pressure
Bolt type First step Second step
A-type 28.1 ton 60.6 ton
B-type 24.4 ton 64.2 ton
볼트 기본 설계
3.1.1
가장 큰 하중인 2차 가압력 때는 슬리브가 밀착이 된 상태에서 추가적인 팽 창 없이 반경방향으로 압축응력을 받고 볼트가 축 방향으로 인장응력을 받게, 된다 폐쇄된 방향의 압축응력보다는 개방된 방향의 인장응력이 설치안전에. 더 큰 영향을 미치므로 2차 인장시 축 방향 인장응력을 고려하였다. 유압볼트의 경우 인장시 어댑터와 볼트가 결합하게 되는데 그중 가장 단면적 이 적은 부위를 선정하여 최대 허용하중을 알아보고, 2차 체결하중과 비교하여 보았다.(a) A-type (b) B-type Fig. 13 Section for each type
볼트가 어댑터와 체결된 상태에서 인장시 과 같은 최
A-type, B-type , Fig. 13
소 단면적을 찾아낼 수 있다 응력집중을 고려하지 않고 평균응력만을 고려하여. 허용하중을 계산해 보면 다음과 같다. (1) A-type 최소 단면의 항복하중 -항복응력 × 볼트 단면적 = 항복하중 700 MPa × 1205 mm2 = 843.5 kN = 86.1 ton 차 체결하중 - 2 유압 × 텐셔너 단면적 = 체결하중 84 MPa × 7069 mm2 = 593.8 kN = 60.6 ton 소재 항복응력의 로 최종 체결 - 70% 항복하중체결하중× ×
(2) B-type 최소 단면의 항복하중 -항복응력 × 볼트 단면적 = 항복하중 700 MPa × 1285 mm2 = 899.5 kN = 91.8 ton 차 체결하중 - 2 유압 × 텐셔너 단면적 = 체결하중 86 MPa × 8855 mm2 = 761.5 kN = 64.2 ton 소재 항복응력의 로 최종 체결 - 70% 항복하중 체결하중 × × 볼트 모두 소재 항복응력의 수준에서 최종 체결되는 A-type, B-type , 70% 것으로 확인되었다.
슬리브 기본 설계
3.1.2
차 가압력 때는 슬리브가 팽창 하면서 원주방향으로 인장응력을 받고 반경 1 , 방향으로는 압축응력을 받으며 볼트는 압입된다 발전소의 회전축의 구멍직경. 과 슬리브외경은 위치마다 다르기 때문에 평균값을 기초로 하여 계산모델의 치수를 적용하였고, 틈새간격이 A-type (0.0225~0.0325 mm), B-type 정도로 분포하는 것을 확인하였다 에 (0.025 ~0.045 mm) . Fig. 14, 15 플랜지 홀 배열과 홀 직경을 실측한 자료를 표시하였다 A-type, B-type . 이 때문에 반경방향으로 슬리브가 최대 틈새량보다 크게 팽창이 되어야 하 고 이후에는 충분한 간섭량으로 플랜지 홀과 슬리브가 억지 끼워맞춤 상태가, 되도록 만들어야 한다 발전소의 틈새관리 기준은 편측. 0.03~0.045 mm 이 므로 최소하중은 0.03mm를 팽창시킬 수 있는 하중이 되어야 하며 최대하중, 은 슬리브의 항복응력을 넘기지 않는 하중이 되어야 한다.Fig. 14 Dimension and arrange data in A-type
차 압입시 슬리브와 볼트가 결합하게 되는데 두꺼운 부분이 변형이 되어 (1) 1 야 슬리브가 팽창되므로 가장 단면적이 큰 부분 선정하여 0.03mm 팽창되는 차 최소 체결하중을 알아보았다 연마 후 슬리브 크기로 계산하였다 1 . . (a) A-type 팽창이 발생하는 내압 - 0.03 mm
×
×
내압에 의한 하중-
(내압)×A(슬리브내경넓이)=91515.17 N 내압에 의한 압입 하중-
의 차 최소 압입 하중은 이다 A-type 1 9.3 ton . (b) B-type 팽창이 발생하는 내압 - 0.03 mm
×
×
내압에 의한 하중
-
(내압)×A(슬리브내경넓이)=738993.5 N 내압에 의한 압입 하중-
의 차 최소 압입 하중은 이다 B-type 1 7.5 ton . 은 최소 은 최소 이 되어야 최소 틈새 간격A-type 9.3 ton, B-type 7.5 ton ,
인 0.03 mm를 만족하였고 현재, 1차 체결하중을 만족하는 것으로 확인되었 다. 차 압입시 슬리브와 볼트가 결합하게 되는데 두꺼운 부분이 변형이 되어 (2) 1 야 슬리브가 팽창되므로 가장 단면적이 큰 부분 선정 항복응력이 발생하는, 최대 체결하중을 알아보고 1차 체결하중과 비교하였다 연마 전 슬리브 크기. 로 계산하였다. (a) A-type 항복응력이 발생하는 내압
-
내압에 의한 하중-
(내압)×A(슬리브내경넓이)=2760830 N내압에 의한 압입 하중
-
의 차 압입하중 과 거의 일치한다 A-type 1 28.1 ton . (b) B-type 항복응력이 발생하는 내압-
내압에 의한 하중-
(내압)×A(슬리브내경넓이)=239952.2 N 내압에 의한 압입 하중-
의 차 압입하중 과 거의 일치한다 B-type 1 24.4 ton . 모두 최대 체결하중 수준에서 차 체결하중이 설정되었음 A-type, B-type 1 이 확인되었다.차 압입시 슬리브와 볼트가 결합하게 되는데 두꺼운 부분과 얇은 부분이 (3) 1 같이 변형이 되므로 가장 간격이 작은 부분 선정 최대 허용틈새를 알아보고, , 실제 간격과 비교하였다 연마 후 슬리브 크기로 계산하였다. . (a) A-type 최소 단면에서 항복응력이 발생하는 간격
-
×
×
최대 단면에서 항복응력이 발생하는 간격-
×
×
의 틈새간격은 로 제한되어야 한다 A-type 0.077 mm . (b) B-type 최소 단면에서 항복응력이 발생하는 간격-
×
×
최대 단면에서 항복응력이 발생하는 간격
-
×
×
의 틈새간격은 로 제한되어야 한다 B-type 0.083 mm . 슬리브의 자유 팽창시 틈새가 크게 되면 슬리브의 응력이 항복을 넘게 된, 다 이 때문에 틈새간격에 제한을 정하여 과도한 확관에 의한 응력 증가를 제. 한해야 한다 수식을 통한 계산에서. A-type, B-type 두 가지 타입 모두 메뉴 얼 권장 간격(0.03~0.045 mm)과 발전소 실측 간격(0.0225~0.045 mm)을 만족함을 확인하였다.마찰계수 기본 설계
3.1.3
수식계산과 시뮬레이션 계산에 사용될 마찰계수를 실험을 통해 결정하였다. 볼트가 압입될 때 슬리브의 원주응력을 측정하고 계산된 원주응력과 비교하, , 였다. 실험방법은 다음과 같다. 볼트 압입으로 슬리브를 자유팽창 시킨다 - . 슬리브 외경의 원주방향 변형률을 스트레인 게이지로 측정한다 - . 실험과 동일한 과정을 시뮬레이션을 통해 계산하고 마찰계수에 따라 - , 계산한다. 실험값과 계산값의 비교를 통해 마찰계수를 선정한다 - . 사용된 실험장비들은 Fig. 16에 나타내었다 수작업으로 볼트와 슬리브를 결. 합하고 슬리브가 두께가 두꺼운 쪽을 아래로 하여 만능 시험기 기계부 에 장, ( )착하였다 기계 제어는 만능시험기 조작부 를 통해서. ( ) 1Ton 하중 간격으로 제
어를 하였다 최대. 50Ton까지 가압 가능한 만능시험기로 압입 하중을 가하
고 슬리브의 변형률을, Strain gauge로 감지하고 실험값은, Strain indicator 로 확인하였다. 에 센서의 위치를 나타내었다 길이방향으로 위치를 달리하여 세 곳 Fig. 17 . 에 센서를 부착하였다. 1~3번 위치에 센서를 부착하여 실험을 진행하였다. 3 번 위치는 바닥면과 마찰로 자유팽창이 어려워 상당한 오차를 동반하므로 실, 험값에서 배제를 하였다 따라서. , 1~2번 위치 측정값만 실험값으로 사용하였 다 하중단계는. 1톤 단위로 1~5톤까지 5단계 하중조건을 부여하였다. 1~2 에서는 충분한 변형률이 나타나지 않아 상당한 오차를 동반하므로 실험값 ton , 에서 배제하고, 3~5 ton 단계 측정값만 실험값으로 사용하였다 실험에서 측. 정된 원주응력을 참값으로 간주하고 계산에서 마찰계수에 다른 원주응력을, 비교 유사 원주응력이 나오는 마찰계수를 선정하였다, .
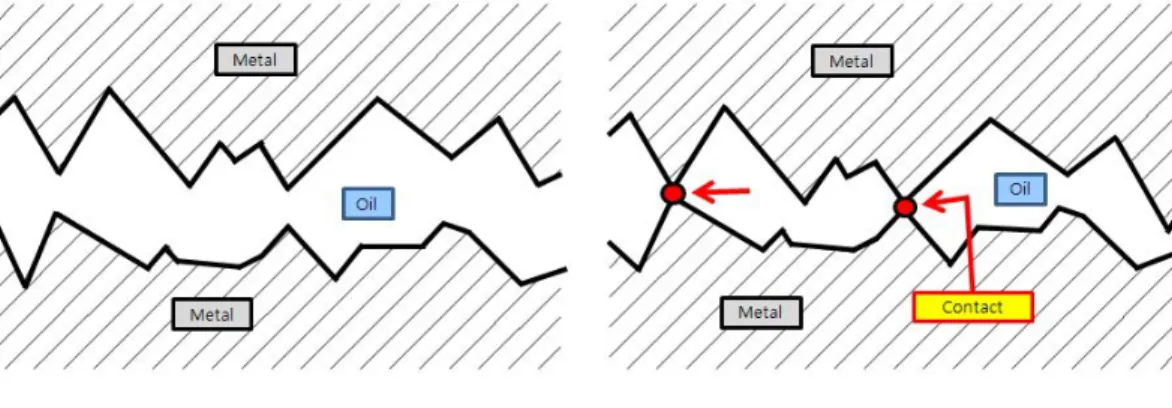
Fig. 17 Position of sensor 마찰계수의 범위를 알아보기 위해 마찰 상태를 먼저 관찰하였다 슬리브와. 볼트는 윤활유를 사용하여 결합하기 때문에 유체윤활이나 압입에 의해 밀착, , 압축되므로 경계윤활로 바뀌어진다. Table 2에 윤활상태에 따른 마찰계수와 계산에 사용한 마찰계수를 나타내었고, Fig. 18에 유체윤활과 경계윤활을 나 타내었다.
Table 2 Coefficient of friction for condition
Kind of friction Coefficient of friction Hydrodynamic lubrication 0.01~0.005
Boundary lubrication 0.1~0.01 Application for calculation 0.2, 0.1, 0.05
(a) Hydrodynamic lubrication (b) Boundary lubrication Fig. 18 Hydrodynamic lubrication and boundary lubrication
실험값과 계산값을 1 , 2번 번 위치에서 비교한 결과 마찰계수가, 0.1 일 때,
실험과 계산이 가장 유사함을 확인하였다. Fig. 19, 20에 실험 데이터와 계산
값을 나타내었다 실선이 실험값이고 점선이 계산값이다. .
Fig. 19 Comparison load and circumferential stress at no.1 position with respect to friction coefficients
Fig. 20 Comparison load and circumferential stress at no.2 position with respect to friction coefficients
상세 구조해석
3.2
커플링 볼트는 내부 각이진 슬리브에 같은 경사를 가진 볼트를 압입하여 팽창 력과 복원력으로 결합하는 방식이며 1단계인 슬리브 팽창 단계와 2단계인 볼트 인장 단계로 행하여진다 현재의 조건으로 체결시 접촉압력 및 응력분포를 확인. 하기 위해 구조해석을 수행하였다.유한요소 모델
3.2.1
해석을 수행하면서 2단계를 4단계로 나누었고 형상이 축형이므로 2D-축대칭 으로 해석하였다 또한 가압력에 의해 부품끼리 접촉하는 부위에는 마찰계수와. 접촉조건을 주었다 소재의 탄성구간 내에 체결이 이루어져야 하므로 상용프로. 그램 ANSYS를 이용하여 탄성 유한요소해석을 수행하였다. Table 3 에 사용된 물성치를 나타내었고, Fig. 21, 22에 사용된 유한요소모델을 나타내었다.Table 3 Mechanical properties of SNCM439
Elastic modulus (GPa) 205
Poisson's ratio 0.3
Yield strength (MPa) 700
Fig. 21 Finite element model for analysis (A-type)
해석 조건
3.2.2
단계로 볼트와 슬리브를 조합하여 플랜지 홀에 장착한 다음 슬리브의 두꺼운 1 쪽 볼트의 암나사부에 어댑터를 설치하고 마운팅 칼라를 같은 방향에 설치하며, 슬리브의 두꺼운 쪽 축 방향을 구속하고 볼트와 너트간 결합이 없는 경계조건 을 주었다 텐셔너를 어댑터에 설치하여 마운팅 칼라가 슬리브를 누르게 하여. 규정 압력까지 1차 팽창압력을 가하면 볼트가 압입되면서 경사에 의해 슬리브 를 팽창시키는 상태를 1단계로 분류하여 볼트압입해석을 하였다. 단계로 슬리브와 볼트를 팽창력으로 홀에 고정시킨 후 텐셔너의 유압을 제거 2 하고 텐셔너 마운팅 칼라 어댑터를 분해하고 볼트 양 쪽에 너트를 설치하는, , 압입 후 슬리브 팽창상태를 2단계로 분류하여 압입 후 제하해석을 하였다. 단계로 다시 슬리브의 두꺼운 쪽에 볼트의 암나사부에 어댑터를 설치하고 3 어댑터 위에 너트 드라이버 디스턴스 칼라 텐셔너를 차례로 설치하고 규정된, , 압력까지 2차 신장압력을 가하면 볼트가 신장시키는 상태를 3단계로 분류하여 볼트신장해석을 하였다. 마지막 4단계로 볼트신장으로 인해 생긴 틈을 너트로 좀 더 조여줌으로써 볼 트의 탄성 복원력에 의한 체결을 완성시키는 상태를 4단계로 분류하여 볼트체 결해석을 하였다.해석 결과
3.2.3 A-type
단계 압입단계에서 응력분포를 통해 압입이 되어있는 상태 확인했다 단계 1 . 2 제하 후에도 마찰력에 의해 압입상태가 유지가 되었다. 3단계 인장단계에서 한 쪽을 너트 체결하여 고정하고 더 큰 하중으로 인장하였다 마지막. 4단계에서 인 장으로 인한 볼트의 인장량 만큼 너트를 더 체결하고 제하를 하여 최종 체결, 하였다 노치 부분의 응력집중이 있었지만 전체적으로 항복 이하의 응력분포를. 확인하였다 체결력에 큰 영향을 미치는 슬리브와 너트의 접촉압력 부분에서도. 적절한 수준을 확인하였다. Fig. 23~26에 각 단계에서의 응력분포를 나타내었 고, Fig. 27에 최종 접촉압력 상태를 나타내었다.Fig. 24 Second step : unloading after press-in (A-type)
Fig. 26 Fourth step : bolt clamping (A-type)
해석 결과
3.2.4 B-type
단계 압입단계에서 응력분포를 통해 압입이 되어있는 상태 확인했다 단계 1 . 2 제하 후에도 마찰력에 의해 압입상태가 유지가 되었다. 3단계 인장단계에서 한 쪽을 너트 체결하여 고정하고 더 큰 하중으로 인장하였다 마지막. 4단계에서 인 장으로 인한 볼트의 인장량 만큼 너트를 더 체결하고 제하를 하여 최종 체결, 하였다 노치 부분의 응력집중이 있었지만 전체적으로 항복 이하의 응력분포를. 확인하였다 체결력에 큰 영향을 미치는 슬리브와 너트의 접촉압력 부분에서도. 적절한 수준을 확인하였다. Fig. 28~31에 각 단계에서의 응력분포를 나타내었 고, Fig. 32에 최종 접촉압력 상태를 나타내었다.Fig. 29 Second step : unloading after press-in (B-type)
Fig. 31 Fourth step : bolt clamping (B-type)
조립 하중 영향
3.3
차 체결하중과 차 체결하중이 체결력에 미치는 영향을 알아보기 위해 여러 1 2 경우를 가정하여 전산해석을 수행하였다 가장 큰 하중인. 2차 인장하중을 고정 하고 1차 압입하중을 낮추었을 때와 1차 압입하중을 고정하고 2차 인장하중을 낮추었을 때의 응력분포 및 접촉압력 변화를 알아보았다 타입별로 경우의 수를. 다르게 하였다.해석 결과
3.3.1 A-type
매뉴얼 권장 체결하중인 Case 2, 5를 기준으로, 1차, 2차 체결하중이 작을 때 와 클 때를 비교해보았다 경우의 수는. Table 4, 5와 같이 설정 하여 각각 해석 을 수행하였다.Table 4 Load variation at first load (A-type) A-type Press-in load
(ton) Tensile load (ton) Case 1 15 60.6 Case 2 (Standard) 28 60.6 Case 3 41 60.6
Table 5 Load variation at second load (A-type) A-type Press-in load
(ton) Tensile load (ton) Case 4 28 47 Case 5 (Standard) 28 60.6 Case 6 28 73.1
차 체결하중을 변화시키고 차 체결하중을 고정하여 해석을 수행하였다
1 , 2 . 1
차 체결하중이 커질수록 슬리브의 접촉압력이 커졌다. 1차 체결하중은 너트의
접촉압력에 큰 영향을 미치지 않음을 확인하였다. Fig. 33에 각 케이스별 결과
를 정리하였다.
(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
차 체결하중을 고정시키고 차 체결하중을 변화시켜 해석을 수행하였다
1 , 2 . 2
차 체결하중이 커질수록 인장에 의한 볼트의 단면적 감소로 인해 슬리브의 접,
촉압력이 작아졌다. 2차 체결하중은 너트의 접촉압력에 지배적인 영향을 끼치
는 것을 확인하였다. Fig. 34에 각 케이스별 결과를 정리하였다.
(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
해석 결과
3.3.2 B-type
매뉴얼 권장 체결하중인 Case 7, 12 를 기준으로, 1 , 2차 차 체결하중이 작을
때와 클 때를 비교해보았다 경우의 수는. Table 6, 7와 같이 설정 하여 각각 해
석을 수행하였다.
Table 6 Load variation at first load (B-type) B-type Press-in load
(ton) Tensile load (ton) Case 7 12 64 Case 8 (Standard) 24 64 Case 9 36 64
Table 7 Load variation at second load (B-type) B-type Press-in load
(ton) Tensile load (ton) Case 10 24 36 Case 11 24 50 Case 12 (Standard) 24 64 차 체결하중이 일 때 접촉압력이 이 나왔다 이는 앞서 수식에 1 12ton , 0 MPa . 서 살펴본 B-type 최소 체결하중 7.5 ton 보다 큰 하중이지만, 2차 인장단계의 단면적 감소로 인해 충분한 접촉압력을 유지하지 못하는 것으로 판단이 되었다. 차 체결하중은 너트의 접촉압력에 큰 영향을 미치지 않음을 확인하였다 1 . Fig. 에 각 케이스별 결과를 정리하였다 35 .
(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
차 체결하중을 고정시키고 차 체결하중을 변화시켜 해석을 수행하였다
1 , 2 . 2
차 체결하중이 커질수록 인장에 의한 볼트의 단면적 감소로 인해 슬리브의 접,
촉압력이 작아졌다. 2차 체결하중은 너트의 접촉압력에 지배적인 영향을 끼치
는 것을 확인하였다. Fig. 36에 각 케이스별 결과를 정리하였다.
(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
커플링 볼트의 형상변수에 따른 영향평가
4.
커플링 볼트의 1 , 2차 차 체결하중 변화 외에도 형상의 변화에 따른 설계변수를 설정하여 어떤 형상이 체결에 더 유리한 형상인지 알아보았다, . 슬리브 홀 틈새간격- , 슬리브 두께, 슬리브 각도들을 설계변수로 설정하여 볼트의 체결압력에 미치는 영향을 알아보았다.틈새 간격의 변화에 따른 구조해석
4.1
틈새 간격이 넓으면 더 많은 팽창량이 필요하기 때문에, 슬리브에 더 큰 변형과 응력이 발생한다. 틈새 간격이 좁으면 적은 슬리브 팽창량으로도 억지끼움이 되기 때문에 적은 변형과 응력이 발생한다.유한요소 모델링
4.1.1
발전용 축계 결합용 커플링 볼트의 접촉 구조해석을 위해 유한요소 모델링을 수행하였다 볼트와 슬리브 플랜지 홀 너트로 구성이 되어 있다. , , . 틈새간격 변화를 Table 8에 나타내었고, Fig. 37~38에 개략적인 모습을 나타내었다.Table 8 Gap variation in A-type and B-type
Gap parameter A-type B-type
Case 13 (Standard) 0.025 mm
Case 14 0.035 mm
Fig. 37 Gap variation between sleeve and flange hole (A-type)
Fig. 37 Gap variation between sleeve and flange hole (B-type)
해석 결과
4.1.2 A-type
틈새간격이 커질수록 팽창량이 많아지고, 간섭량이 적어져서, 슬리브와
플랜지의 접촉압력이 작아졌다. Fig. 42에서 큰 틈새 간격이 슬리브의 과도한
너트의 접촉압력에 큰 영향을 미치지 않았다. 현재 수준인 0.025 mm가
적정수준임을 확인하였다. Fig. 39에 각 케이스별 결과를 정리하였고, Fig.
에
40~42 응력분포를 나타내었다.
(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 40 Von Mises stress distribution in A-type (Gap 0.025 mm)
해석 결과
4.1.3 B-type
틈새간격이 커질수록 팽창량이 많아지고, 간섭량이 적어져서, 슬리브와 플랜지의 접촉압력이 작아졌다. Fig. 46에서 큰 틈새 간격이 슬리브의 과도한 변형을 방지하지 못해 응력이 커진 것을 확인할 수 있었다. 틈새간격은 너트의 접촉압력에 큰 영향을 미치지 않았다. 현재 수준이 적정수준임을 확인하였다. Fig. 43에 각 케이스별 결과를 정리하였고, Fig. 44~46에 응력분포를 나타내었다.(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 44 Von Mises stress distribution in B-type (Gap 0.025 mm)
슬리브 두께의 변화에 따른 구조해석
4.2
슬리브의 두께가 과도하게 두껍게 되면 슬리브 변형에 많은 힘이 들기 때문에 체결의 효율성이 떨어지고 과도하게 얇게 되면 강도상의 문제로 사용 안정성이 낮아진다.유한요소 모델링
4.2.1
발전용 축계 결합용 커플링 볼트의 접촉 구조해석을 위해 유한요소 모델링을 수행하였다 볼트와 슬리브 플랜지 홀 너트로 구성이 되어 있다. , , . 형상 모델링과 해석을 상용코드인 ANSYS 11.0을 사용하였다 두께의 변화를. 에 정리하여 표기하였고 에 형상을 나타내었다 슬리브의 Table 9 , Fig. 47, 48 . 두께변화량만큼 볼트의 직경을 변화시켜 플랜지 홀의 크기는 고정이 되게 조정하였다.Table 9 Thickness variation in A-type, B-type
Thickness parameter A-type
(Thick side/Thin side)
B-type
(Thick side/Thin side) Case 16 4 mm / 2 mm 5.05 mm / 3.45 mm Case 17 (Standard) 5.3 mm / 3.3 mm 6.05 mm / 4.45 mm Case 18 6.6 mm / 4.6 mm 7.05 mm / 5.45 mm
Fig. 47 Thickness variation of sleeve (A-type)
해석 결과
4.2.2 A-type
슬리브의 두께가 커질수록 변형에 많은 에너지가 소진되어, 접촉압력이 작아졌다 슬리브의 두께는 너트의 접촉압력에 큰 영향을 주지 않았다. . Fig. 에 각 49 케이스별 결과를 정리하였고, Fig. 50~52에 응력분포를 나타내었다.(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 50 Von Mises stress distribution in A-type (thick side 4 mm)
해석 결과
4.2.3 B-type
슬리브의 두께가 커질수록 변형에 많은 에너지가 소진되어, 접촉압력이 작아졌다 슬리브의 두께는 너트의 접촉압력에 큰 영향을 주지 않았다. . Fig. 에 각 53 케이스별 결과를 정리하였고, Fig. 54~56에 응력분포를 나타내었다.(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 54 Von Mises stress distribution in B-type (thick side 5.05 mm)
슬리브 각도의 변화에 따른 구조해석
4.3
슬리브 각도가 크게 되면 적은 볼트 압입으로 상대적으로 큰 슬리브 팽창을 기대할 수 있고 각도가 작게 되면 상대적으로 큰 볼트 이동량으로 슬리브, 팽창을 해야 한다.유한요소모델링
4.3.1
발전용 축계 결합용 커플링 볼트의 접촉 구조해석을 위해 유한요소 모델링을 수행하였다 볼트와 슬리브 플랜지 홀 너트로 구성이 되어 있다. , , . 형상 모델링과 해석을 상용코드인 ANSYS 11.0을 사용하였다. 각도의 변화를 Table 10에 나타내었다 사용한 유한요소 모델은. 2D축대칭 모델을 사용하였으며 Fig. 57에 형상을 나타내었다.Table 10 Angle variation in A-type and B-type
Angle parameter A-type B-type
Case 19 (Standard) 1.8°
Case 20 3.3°
Fig. 57 Angle variation of sleeve (A-type)
해석 결과
4.3.2 A-type
슬리브 각도가 커질수록 평균적인 슬리브 두께가 두꺼워지고 이에 따라 접촉, 압력이 작아졌다 슬리브의 각도는 너트의 접촉 압력에 큰 영향을 주지 않았다. . 도에서 접촉압력이 가장 큰 것으로 나타나 현재수준이 적절함을 확인하였 1.8 다. Fig. 59에 각 케이스별 결과를 정리하였고, Fig. 60~62에 응력분포를 나타 내었다.(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 60 Von Mises stress distribution in A-type (1.8 degree)
해석 결과
4.3.3 B-type
슬리브 각도가 커질수록 평균적인 슬리브 두께가 두꺼워지고 이에 따라 접촉, 압력이 작아졌다 슬리브의 각도는 너트의 접촉 압력에 큰 영향을 주지 않았다. . 도에서 접촉압력이 가장 큰 것으로 나타나 현재수준이 적절함을 확인하였 1.8 다. Fig. 63에 각 케이스별 결과를 정리하였고, Fig. 64~66에 응력분포를 나타 내었다.(a) Sleeve-flange contact pressure
(b) Nut-flange contact pressure
Fig. 64 Von Mises stress distribution in B-type (1.8 degree)
결론
5.
본 논문은 발전용 축계 결합용 커플링 볼트의 설계를 위해 유한요소법을 사용 하여 기본적인 설계 기준을 파악하였고 조립하중과 형상변수에 따라 비선형, , 접촉 해석을 수행하였다 이를 통해 변수별로 어떤 영향을 미치는지 알아보고. 다음과 같은 결론을 얻었다. 설계 및 제작 국산화를 위해 기존 커플링 볼트를 역설계 하여 체결과정 및 (1) 체결원리를 확인하였다. 체결하중의 선정기준 조사를 통해 기본 설계 기준 확보하였다 (2) . 볼트는 최소단면을 기준으로 하여 항복응력의 의 수준으로 최종 체결 - , 70% 하는 것으로 확인하였다. 슬리브는 최소한의 팽창량을 최소 압입기준으로 하였고 최대 압입기준으로 - , 원주방향 응력의 항복조건을 고려하였다. 틈새는 슬리브와 플랜지 구멍 사이 틈새간격이 클수록 슬리브의 응력이 커 -지기 때문에 원주방향 응력의 항복조건을 고려하여 최대 틈새간격을 조사하고, 적정 틈새의 범위를 확인하였다. 차 차 조립 하중 변수의 영향을 조사하였다 (3) 1 , 2 . 너트와 플랜지 사이의 접촉 압력을 키우려면 2차 체결압력을 키워야 하지만, 동시에 슬리브 접촉 압력이 줄어들기 때문에 적정수준 조절 필요하다. 볼트의 형상 변수 따른 영향을 조사하였다 (4) A-type, B-type . 슬리브와 플랜지 사이의 접촉 압력을 키우려면 틈새간격 과 슬리브의 두께 를‘ ’ ‘ ’작게 해야 한다. ‘슬리브의 내부 각도 가 커지면 슬리브가 두꺼워지고 볼트가’ ,
가늘어져 슬리브의 접촉압력이 작아진다 따라서 최대한 각도를 줄일 필요가, .
참고문헌
홍성인 기계설계 제 판 [1] , 2 , 2003. 7. 권용진 김선재 박경락 옥유관 추진축 체결용 유압식 커플링 볼트의 국 [2] , , , , “ 산화”, 2006 한국마린엔지니어링학회 전기학술대회 논문집. 장덕인 고장력볼트 체결을 위한 유압텐셔너 구조설계 및 유압설정에 관 [3] , “ 한 연구”, 경남대학교 산업대학원 기계설계공학과 2008. 12. 유찬욱 최주형 박재현 김정환 선박용 슬리브 형태 유압조임식 볼트의 [4] , , , , “ 구조적 건전성에 대한 고찰”, 2008 유체기계 연구개발 발표회 논문집, pp. 제주 해비치호텔 639~640, , 2008. 12. 4 ~ 12. 5. 김태완 이부윤 김진환 증기 터빈용 스터드 볼트 테이퍼 나사의 유한요 [5] , , , “ 소해석”, 대한기계학회 ‘95 추계학술대회논문집(1) pp.373~377. 현동철 발전기 증기터빈용 스터드 볼트의 급속체결용 인장기구에 관한 [6] , “ 연구”, 남부대학교 대학원 기계공학과 2006. 8. 정남용 김문영 발전설비 고온부에서 사용되는 스터드 볼트의 교체기준 [7] , , “ 설정”, 한국자동차공학회 논문집 제 권 제 호8 6 , pp.279~286. 이재옥 김병주 박진수 정성수 중형엔진 콘로드 볼트의 체결에 대한 연 [8] , , , , “ 구”, 대한기계학회 2006 춘계학술대회. 조현구 억지끼워맞춤으로 조립된 부싱의 죔새량에 따른 내경 변화에 대 [9] , “ 한 연구”, 울산대학교 자동차선박기술대학원 설계기술전공 2007. 12. 류승우 김효진 박종진 강용호 장기 사용된 스터드 볼트의 진단법 및 [10] , , , , “ 재질특성평가”, 대한기계학회 1998 추계학술대회 논문집 A pp.190~195. 유한요소해석 입문과 선형해석 주 태성에스엔이 [11] ANSYS , ( ) , 2009. 2. 16.[12] ANSYS nonlinear analysis guide.
[14] "Bolted Joint Maintenance & Applications Guide", TR-104213, EPRI, 1996.
[15] www.skf.com/iec_documents/OKBC_demount.html, opened 6. 3. 201 1.